Контрол на качеството на производството на стоманени конструкции
Газовото рязане (рязане с възглавница или пламъчно рязане) за предпочитане трябва да бъде CNC рязане, прецизно рязане и полуавтоматично рязане. Когато горепосоченото рязане се използва безусловно, може да се използва ръчно рязане и трябва да се използват помощни инструменти, като например формоване. В същото време 3-Допускът за обработка от 4 мм се обработва или заглажда с шлифовъчно колело.
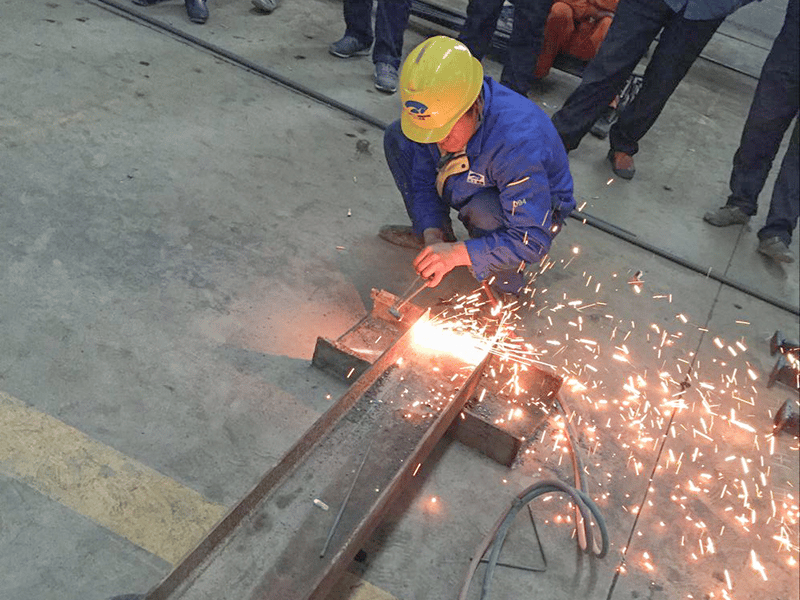
За части от стоманена плоча с форма на лента, дългите прорези от двете страни трябва да бъдат изрязани с газ едновременно, за да се предотврати деформирането на сабята. Когато едновременно се извършва безусловно газово заваряване, трябва да се използва сегментно газово рязане, като между двата края на прореза и между сегментите временно се оставят 30-50 мм. След като прорезът се охлади, отрежете 30-50 мм навсякъде.
Газовото рязане трябва да се извършва на специална платформа и трябва да има линеен или точков контакт между платформата и стоманената плоча, която ще се реже. Всички основни компоненти, освен ако не е посочено друго в проектните чертежи, не трябва да се снаждат с къси материали.
Всички стомани трябва да бъдат проверени отново в съответствие с разпоредбите на съответните спецификации преди употреба. Ако има деформация и т.н., методът трябва да се изправи и коригира, без да се повреди стоманата. Свързващите сложни стоманени конструкции трябва да бъдат предварително сглобени.
За допустимите отклонения при заваряване, правене на дупки и сглобяване на стоманени структурни компоненти, моля, вижте „Наредбите за високи стомани“ и „Наредбите за инспекция“. Разположението на възлите на снаждане на големи компоненти трябва да бъде одобрено от проектантското звено.
Научете повече за влиянието върху цената/цената на стоманените сгради
Контрол на качеството на заваряване на стоманени конструкции
Предварително заваряване и термична обработка след заваряване: За заваръчните шевове, които трябва да бъдат предварително заварени и термично обработени след заваряване, температурата на предварително заваряване или температурата след нагряване трябва да бъде в съответствие с действащите национални стандарти или да се определя от процес тестове.
Областта е от двете страни на заваръчния шев и ширината на всяка страна трябва да бъде повече от 1.5 пъти дебелината на заваръчния шев и не трябва да бъде по-малка от 100 mm; последващата топлинна обработка трябва да се извърши веднага след заваряването и времето на задържане трябва да се определи според дебелината на плочата, 1 час на 25 mm дебелина на плочата.

Строго е забранено запалването на дъгата върху основния метал извън зоната на заваряване. Локалната област на дъгата, започваща в жлеба, трябва да бъде заварена веднъж и не трябва да остава кратер на дъгата.
Многослойните заварки трябва да се заваряват непрекъснато и всеки слой заварки трябва да се почиства навреме след заваряването.
4 Въглеродната структурна стомана трябва да се охлади до температурата на околната среда в заваръчния шев, а нисколегираната стомана трябва да бъде подложена на безразрушителен контрол на заваръчния шев 24 часа след завършване на заваряването.
При заваряване на дебели плочи и ъглови съединения с дебелина над 20 мм строителният възел (включително производствените и монтажните звена трябва да вземе всички необходими мерки за предотвратяване на ламинарно разкъсване в посока на дебелината.
Освен това, когато дебелината на плочата ≥ Когато дебелината е 30 mm, за да се предотврати наслоено разкъсване в посока на дебелината, преди заваряване трябва да се извърши ултразвукова дефектоскопия в областта на 2 пъти дебелината на плочата плюс 30 mm от двете страни от централната линия на заваръчния шев на основния метал. Не трябва да има пукнатини, междинни слоеве и дефекти като разслояване.
Когато опорната плоча се използва за заваряване, в допълнение към размера на празнината в основата на заваръчния жлеб, който трябва да отговаря на изискванията за проектиране, опорната плоча и заварката трябва да бъдат плътно прикрепени, така че заваръчният поток да може да се разтвори в опорната плоча и отговарят на следните изисквания:
- Техническите изисквания на носещата плоча трябва да бъдат същите като на заваръчния материал.
- Методът на предварителна обработка на опорната плоча трябва да бъде същият като този на заварените компоненти.
- След приключване на заваряването опорната плоча се отстранява чрез рязане. Оригиналната част на връзката между компонента и опорната плоча трябва да се изглади и да се провери за пукнатини.
При заваряване на вградените части трябва да се използват мерки като тънки електроди, слаб ток, наслояване и интервално заваряване, за да се контролира температурата на цялата вградена част, за да се избегнат изгаряния и коагулация.
При заваряване около трите страни и около филето, ъглите трябва да бъдат непрекъснато заварени. Стоманените конструктивни елементи не трябва да се заваряват под напрежение. Заваръчните шевове трябва да избягват взаимно припокриване, доколкото е възможно.
Монтаж на стоманени конструкции Инженеринг Строителство Контрол на качеството
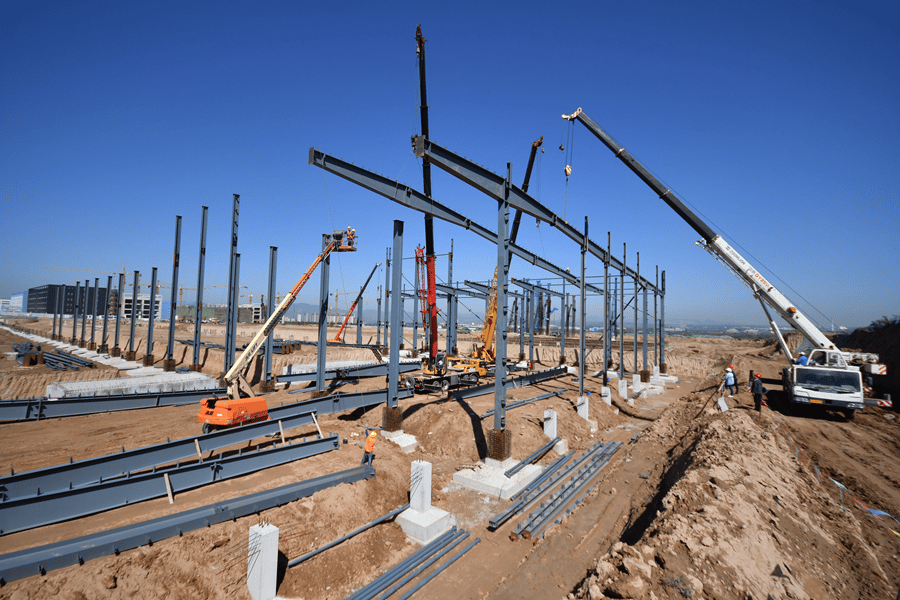
- Когато повдигате секционната стоманена колона, използвайте двуточковия метод на повдигане. След като повдигането е поставено и фиксирано, се осигурява временна опора, за да се предотврати накланянето му от вятър или други външни сили.
- Стоманената конструкция трябва да има сертификат за качество на продукта, когато влезе в обекта, и нейните подпроекти като заваръчна връзка, връзка на крепежни елементи и производство на стоманени компоненти трябва да бъдат квалифицирани.
- Проверете стабилността на повдигането на компонентите, изберете разумно повдигащи машини и определете икономичен и осъществим план за повдигане.
- Стоманената конструкция трябва да отговаря на проектните изисквания и спецификации. Деформацията на стоманената конструкция и отлепването на покритието, причинени от транспортиране, подреждане, повдигане и т.н., трябва да бъдат коригирани и ремонтирани.
- За монтаж на многослойни или високи рамкови елементи, след завършване на повдигането на всеки слой, той трябва да бъде коригиран според записите за междинно приемане и данните от измерванията и производителят трябва да бъде уведомен да коригира дължината на елементите ако е необходимо.
- За възлите, които трябва да бъдат стегнати в дизайна, двете равнини в контакт трябва да са 70% близо една до друга и проверени с 0.3 mm щуп. Максималното разстояние между ръбовете не трябва да бъде по-голямо от 0.8 mm.
- Позицията на клаксона трябва да осигурява твърдостта на дъното на колоната, а разположението на клаксона трябва да позволява колоната или основата да понасят допълнителни натоварвания.
- Позициониращата ос на всяка колона трябва да се води директно от наземната контролна линия, а не от оста на долната колона; надморската височина на конструкцията трябва да се контролира според относителната надморска височина или проектната надморска височина.
- След формирането на единицата за коравина на пространството, празнината между долната плоча на колоната и повърхността на основата трябва да бъде заменена с фин каменен бетон и фугиращ материал навреме.
- Когато стоманената конструкция се транспортира, подрежда и монтира, трябва да се осигури стабилност на конструкцията и конструкцията не трябва да се деформира трайно.
- Между стоманените компоненти, свързани с високоякостни болтове, не е позволено разширяване по желание, а разширяването с газово рязане е строго забранено. 12. За точността на монтажа и допустимата грешка на компонентите, моля, вижте „Наредби за високи стомани“, „Правила за стомана“ и „Правила за инспекция“.
- Предварително вградени болтове: По време на процеса на изливане е необходимо да се гарантира, че фундаментните болтове остават на място. На всички етапи от строителството трябва да се вземат мерки за защита на болтовете, резбите и гайките от повреда, корозия и замърсяване. Предпазителите на болтовете, заровени в основата, трябва да се поддържат чисти и без отломки.
- Фугиране: Фугирането на долната плоча на основата на колоната трябва да се извърши, след като конструкцията е преминала теста за подравняване, ниво и вертикалност, има достатъчна опора и е точно и здраво свързана с постоянния свързващ елемент. Пространството под основната плоча трябва да се отстрани и почисти преди фугиране. Търговската фугираща смес се приготвя, смесва и фугира съгласно инструкциите на производителя. При необходимост трябва да се направят тестове.
- Когато монтирате профилната стоманена колона, контролирайте плоскостта и компактността на подножието на колоната, затегнете шпилковите болтове и овладейте вертикалността на профилната стоманена колона.
Допълнителна литература: Монтаж и проектиране на стоманени конструкции
Стоманена конструкция Антикорозионен контрол на качеството на конструкцията:
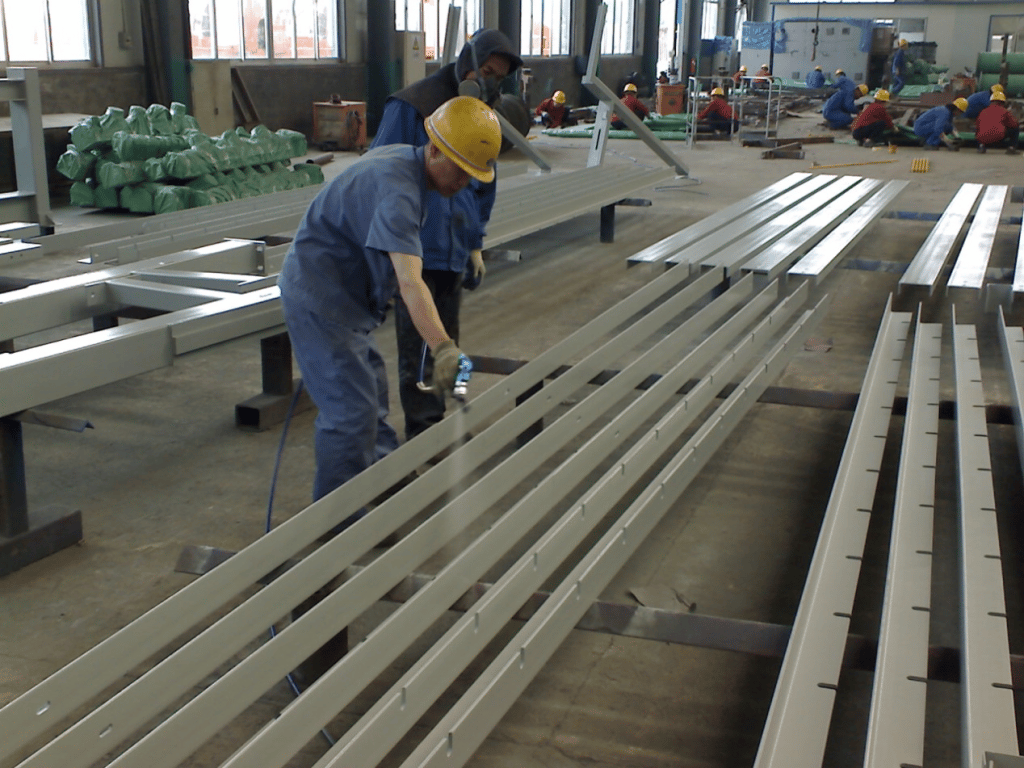
Преди стоманената конструкция да бъде боядисана, неравностите, ръждата, оксидната скала, маслените петна и прикрепванията по повърхността на компонентите трябва да бъдат напълно отстранени, а ръждата трябва да бъде напълно отстранена чрез пясъкоструене, дробоструене и др. Боя на място и отстраняването на ръжда може да се извърши с електрически двигатели. , Пневматичният инструмент за отстраняване на ръжда отстранява старателно ръждата, след като отстраняването на ръждата на стоманената повърхност е квалифицирано, то трябва да бъде боядисано в рамките на необходимия срок.
За частите, които са грундирани против ръжда, но има повреди, ръжда, отлепване и т.н., както и частите, които не са грундирани с антикорозионен слой, трябва да се третират с корекция на боята. Специфичните изисквания са: използвайте епоксиден, богат на цинк грунд като ремонтен грунд против ръжда и след това в зависимост от местоположението направете уплътнителя, междинната боя и горния слой по ред.
След като болтовете, свързани на място, са завинтени, антикорозионната боя трябва да се нанесе в съответствие с проектните изисквания. За болтовете, използвани на открито или в среда с корозивна среда, в допълнение към нанасянето на боя против ръжда, ставите на свързващите плочи трябва да бъдат запечатани навреме с мехлем или замазка.
Контрол на качеството на строителството на стоманобетонна конструкция:

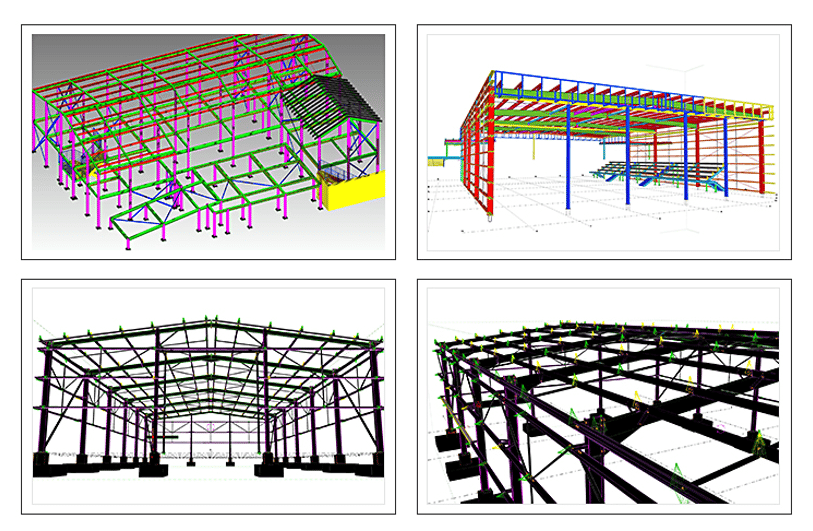
За да се разреши пространственото противоречие между профилната стомана и стоманените пръти в ставите на гредите и колоните в профилната стоманобетонна рамка, така че да се реализира непрекъснатостта и проникването на основните пръти в колоната отдолу нагоре и да се осигури неговата цялост, е необходимо да се обработят профилираните стоманени греди и колони преди обработката.
Извършете подробния проект на позицията на перфорация на стоманения прът: Освен това, за да използвате издърпващия болт, когато кофражът е поддържан, трябва да се изпълни подробният проект на позицията на ухото на издърпващия болт върху стоманената колона.
Преди монтажа на стоманената конструкция трябва да се провери оста на позициониране на сградата, оста на основата и позицията и надморската височина на анкерните болтове, а основата трябва да се тества и трябва да се извършат процедурите за предаване и приемане.
Якостта на фундаментния бетон трябва да отговаря на проектните изисквания преди монтажа; референтната точка на маркировката и котата на фундаментната ос трябва да бъде точна и пълна; монтаж на профилната стоманена колона: контролирайте котата, контролирайте вертикалността, контролирайте позицията, позицията на анкерния болт и опорната повърхност трябва да са точни.
Поддържащата плоча от стоманена плоча, използвана при монтажа на профилираната стоманена колона, трябва да бъде поставена под долната плоча на крака на колоната близо до анкерния болт и две групи опорни плочи трябва да бъдат подредени отстрани на всеки шпилков болт. Контактът между опорната плоча и основната повърхност и долната повърхност на колоната трябва да бъде плосък и стегнат. Преди фугиране на долната плоча на основата на колоната, опорната плоча трябва да бъде заварена и фиксирана.
Основната армировка на подсилената стоманена колона трябва да бъде поставена в строго съответствие с резултатите от подробния проект на позицията на основната армировка. Трябва да се гарантира, че позицията на основната армировка, преминаваща през фланцовата плоча на профилираната стоманена греда, е точна, като вертикалността на тази част от армировката е необходима по време на целия процес на изграждане на колоната.
Когато монтирате основната армировка през профилираната стоманена греда или фланцовата плоча на стоманения носещ корбел, първо прекарайте армировката, която трябва да се свърже, през отвора за армировка отдолу нагоре и след това използвайте специална втулка, за да свържете с долната армировка.
Стремената на фугите на профилираната стоманобетонна рамка могат да се обработват само в отворени ръкави поради влиянието на профилираните стоманени греди и стоманените носещи корбелни мрежи. Фабрично запоени) заваряване.
По време на обработката на закрепващата стоманена плоча в горната част на колоната е необходимо да се резервират отвори за армировка според резултатите от проектирането на удълбочаването на основната армировка. Заваръчният шев трябва да бъде запълнен с празнината между запазения отвор и армировката, а горната част на заваръчния шев трябва да бъде изравнена с горната повърхност на анкерната плоча;
Внимателно обмислете дължината на суровините, направете разумни съставки и контролирайте броя на съединенията от стоманени пръти в една и съща секция, за да отговаряте на изискванията на спецификацията.
Позицията на съединенията на стоманените пръти, разстоянието между стремената и ъгълът на куките на стремената трябва да отговарят на изискванията на строителните спецификации и дизайн и трябва да се извърши скрито приемане.
Преди колоната да бъде поддържана, телта трябва да се извади на долната повърхност и позицията на колоната трябва да бъде центрирана и позицията на армировката на колоната трябва да бъде коригирана.
Изливане на бетон Поради плътната армировка около профилната стомана и влиянието на профилната стоманена греда върху горната част на колоната, е трудно да се излее с обикновен бетон. Изборът на самоуплътняващ се бетон със саморазливни и самоуплътняващи свойства може добре да гарантира качеството на строителството.
Скоростта на изливане на бетона не може да бъде Ако е твърде бърза, височината на пепелта трябва да се контролира на около 0.5 m всеки път, а интервалът от време между два пъти на пепел трябва да се контролира на около 15 минути.
Когато изливате бетон, използвайте гумен чук, за да удряте външната страна на кофража, особено четирите ъгъла на колоната, за да проверите дали бетонът е излят плътно и е полезно да премахнете порите вътре в бетона.
Свържете се с нас >>
Имате въпроси или се нуждаете от помощ? Преди да започнем, трябва да знаете, че почти всички сглобяеми стоманени сгради са персонализирани.
Нашият инженерен екип ще го проектира според местната скорост на вятъра, натоварване от дъжд, lдължина*ширина*височинаи други допълнителни опции. Или можем да следваме вашите рисунки. Моля, кажете ми вашето изискване и ние ще направим останалото!
Използвайте формата, за да се свържете и ние ще се свържем с вас възможно най-бързо.
За автора: K-HOME
K-home Steel Structure Co., Ltd обхваща площ от 120,000 XNUMX квадратни метра. Ние сме ангажирани с дизайна, бюджета на проекта, производството и монтаж на стоманени конструкции PEB и сандвич панели с второстепенна квалификация за генерален изпълнител. Нашите продукти обхващат леки стоманени конструкции, PEB сгради, евтини сглобяеми къщи, контейнерни къщи, C/Z стомана, различни модели цветни стоманени плочи, PU сандвич панели, EPS сандвич панели, сандвич панели от минерална вата, панели за хладилни камери, пречиствателни плочи и други строителни материали.