Kontrola kvality výroby ocelových konstrukcí
Řezání plynem (polštářové řezání nebo řezání plamenem) by mělo být přednostně CNC řezání, přesné řezání a poloautomatické řezání. Pokud se bezpodmínečně používá výše uvedené řezání, lze použít ruční řezání a měly by být použity pomocné nástroje, jako je výroba forem. Současně se 3-Přídavek na obrábění 4mm obrobí nebo vyhladí brusným kotoučem.
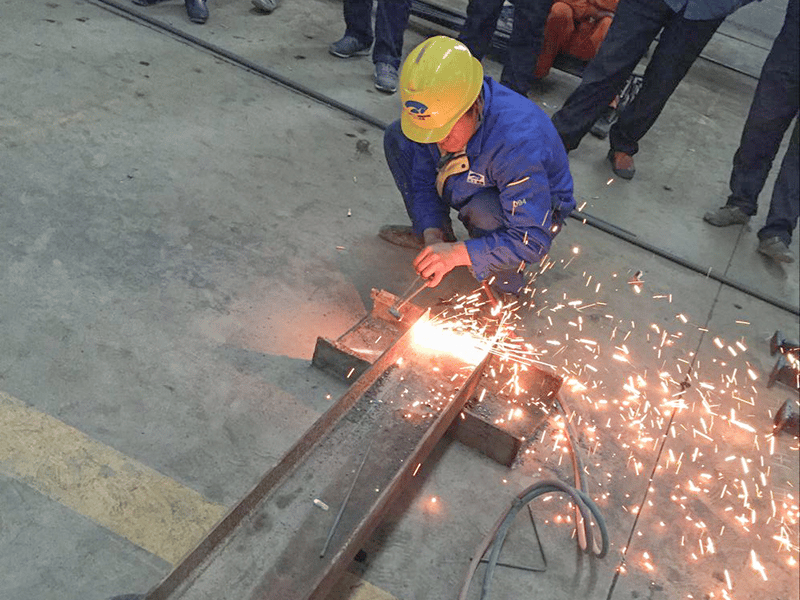
U dílů z ocelového plechu ve tvaru pásku by měly být dlouhé štěrbiny na obou stranách současně vyříznuty plynem, aby se zabránilo deformaci šavle. Pokud se současně provádí bezpodmínečné svařování plynem, mělo by se použít segmentové řezání plynem a mezi dvěma konci štěrbiny a mezi segmenty je dočasně ponecháno 30-50 mm. Po vychladnutí zářezu odřízněte všude 30-50 mm.
Řezání plynem by mělo být prováděno na speciální plošině a mezi plošinou a řezanou ocelovou deskou by měl být lineární nebo bodový kontakt. Všechny hlavní součásti, pokud není v konstrukčních výkresech uvedeno jinak, nesmějí být spojeny krátkými materiály.
Všechny oceli by měly být před použitím znovu zkontrolovány podle ustanovení příslušných specifikací. Pokud dojde k deformaci atd., měla by být metoda narovnána a opravena bez poškození oceli. Spojovací složité ocelové konstrukce by měly být předem smontovány.
Přípustné odchylky při svařování, vytváření otvorů a montáži ocelových konstrukčních prvků naleznete v „Předpisech o vysoké oceli“ a „Předpisech o kontrole“. Umístění spojovacích uzlů velkých součástí musí být schváleno konstrukční jednotkou.
Zjistěte více o vlivu na cenu/náklady ocelových budov
Kontrola kvality svařování ocelových konstrukcí
Předehřev před svarem a tepelné zpracování po svaru: U svarů, které je třeba předvařit a tepelné zpracování po svaru, by teplota předehřevu nebo teplota po zahřátí měla být v souladu s aktuálními příslušnými národními normami nebo by měla být určena procesní testy.
Oblast je na obou stranách svarové housenky a šířka každé strany by měla být větší než 1.5násobek tloušťky svařence a neměla by být menší než 100 mm; následné tepelné zpracování by mělo být provedeno ihned po svařování a doba výdrže by měla být stanovena podle tloušťky plechu, 1h na 25mm tloušťku plechu.

Je přísně zakázáno spouštět oblouk na základním kovu mimo zónu svaru. Místní oblast oblouku začínající v drážce musí být jednou svařena a nesmí zůstat žádný obloukový kráter.
Vícevrstvé svary by měly být průběžně svařovány a každá vrstva svarů by měla být po svařování včas očištěna.
4Uhlíková konstrukční ocel by měla být ve svaru ochlazena na teplotu okolí a nízkolegovaná ocel by měla být podrobena nedestruktivní kontrole svaru 24 hodin po dokončení svařování.
Při svařování tlustých plechů a koutových spojů o tloušťce větší než 20 mm by měla konstrukční jednotka (včetně výrobních a instalačních jednotek provést veškerá nezbytná opatření, aby zabránila laminárnímu trhání ve směru tloušťky.
Navíc, když je tloušťka desky ≥ Když je tloušťka 30 mm, aby se zabránilo vrstvenému trhání ve směru tloušťky, před svařováním se musí provést ultrazvuková detekce defektů v oblasti 2násobku tloušťky desky plus 30 mm na obou stranách středové osy svaru základního kovu. Nesmí existovat žádné praskliny, mezivrstvy a vady, jako je delaminace.
Když se pro svařování používá vesnická opěrná deska, kromě velikosti mezery u kořene svařovací drážky, která musí splňovat konstrukční požadavky, by měla být opěrná deska a svařenec těsně připevněny, aby se proud svařování mohl rozpustit do nosnou desku a splňují následující požadavky:
- Technické požadavky na nosnou desku by měly být stejné jako na svařovací materiál.
- Způsob předúpravy nosné desky by měl být stejný jako u svařovaných součástí.
- Po dokončení svařování se nosná deska odstraní řezáním. Původní část spoje mezi komponentem a nosnou deskou by měla být vyhlazena a zkontrolována, zda neobsahuje trhliny.
Při svařování na zapuštěných částech by měla být použita opatření, jako jsou tenké elektrody, nízký proud, vrstvení a intervalové svařování, aby se řídila teplota celé zapuštěné části, aby se zabránilo popálení a koagulaci.
Při svařování kolem tří stran a kolem koutu musí být rohy svařeny průběžně. Ocelové konstrukční prvky se nesmějí svařovat pod napětím. Svary by se měly pokud možno vyvarovat vzájemného překrývání.
Instalace ocelových konstrukcí Kontrola kvality konstrukce
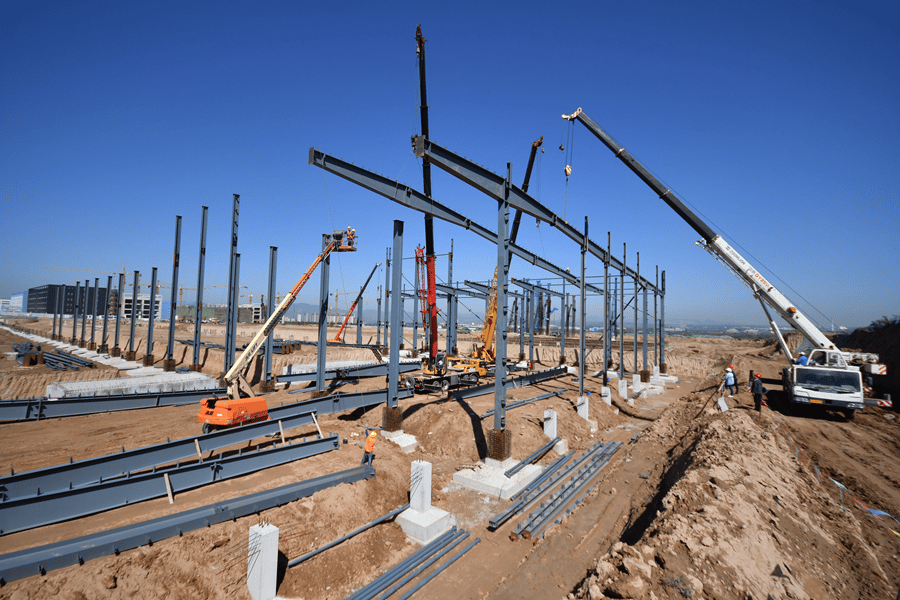
- Při zvedání profilového ocelového sloupu použijte metodu dvoubodového zvedání. Poté, co je zvedák na místě a upevněn, je poskytnuta dočasná podpora, aby se zabránilo jeho naklonění větrem nebo jinými vnějšími silami.
- Ocelová konstrukce by měla mít certifikát kvality výrobku při vstupu na staveniště a její dílčí projekty, jako je svařování, spojování a výroba ocelových komponentů, by měly být kvalifikované.
- Zkontrolujte stabilitu zvedání součástí, rozumně vybírejte zvedací stroje a stanovte ekonomický a proveditelný plán zvedání.
- Ocelová konstrukce by měla splňovat konstrukční požadavky a specifikace. Deformace ocelové konstrukce a odlupování povlaku způsobené přepravou, stohováním, zvedáním atd. musí být opraveny a opraveny.
- Při instalaci vícevrstvých nebo výškových rámových prvků by po dokončení zvednutí každé vrstvy mělo být opraveno podle průběžných záznamů o přejímce a údajů o měření a výrobce by měl být informován, aby upravil délku prvků Pokud je potřeba.
- U uzlů, u kterých je požadováno, aby byly v návrhu těsné, musí být obě roviny, které se dotýkají, na 70 % blízko sebe a zkontrolovány spároměrem 0.3 mm. Maximální mezera mezi okraji nesmí být větší než 0.8 mm.
- Poloha klaksonu by měla zajistit tuhost dna sloupu a uspořádání klaksonu by mělo umožňovat, aby sloup nebo základna nesl další zatížení.
- Polohovací osa každého sloupu by měla být vedena přímo z pozemní řídicí linky, nikoli z osy spodního sloupu; výška podlahy konstrukce by měla být řízena podle relativní výšky nebo projektové výšky.
- Po vytvoření jednotky prostorové tuhosti by měla být mezera mezi spodní deskou sloupu a povrchem základu včas nahrazena jemným kamenným betonem a spárovací hmotou.
- Při přepravě, stohování a instalaci ocelové konstrukce by měla být zajištěna stabilita konstrukce a konstrukce by neměla být trvale deformována.
- Mezi ocelovými součástmi spojenými vysokopevnostními šrouby není povoleno vystružování libovolně a vystružování plynovým řezáním je přísně zakázáno. 12. Přesnost instalace a přípustné chyby součástí jsou uvedeny v „Předpisech o vysoké oceli“, „Předpisech o oceli“ a „Předpisech o kontrole“.
- Předem zapuštěné šrouby: Během procesu lití je nutné zajistit, aby základové šrouby zůstaly na svém místě. Ve všech fázích výstavby je třeba přijmout opatření na ochranu šroubů, závitů a matic před poškozením, korozí a znečištěním. Kryty šroubů zakopané v základu by měly být udržovány čisté a bez nečistot.
- Injektáž: Injektáž spodní desky paty sloupu musí být provedena poté, co konstrukce prošla zkouškou vyrovnání, úrovně a svislosti, má dostatečnou oporu a je přesně a pevně spojena s trvalým spojovacím členem. Prostor pod základovou deskou je nutné před spárováním odstranit a vyčistit. Komerční spárovací hmota musí být připravena, smíchána a spárována podle pokynů výrobce. V případě potřeby by měly být provedeny testy.
- Při instalaci profilového ocelového sloupu zkontrolujte rovinnost a kompaktnost patky sloupu, utáhněte závrtné šrouby a osvojte si svislost profilového ocelového sloupu.
Další čtení: Instalace a návrh ocelových konstrukcí
Kontrola kvality ocelových konstrukcí proti korozi:
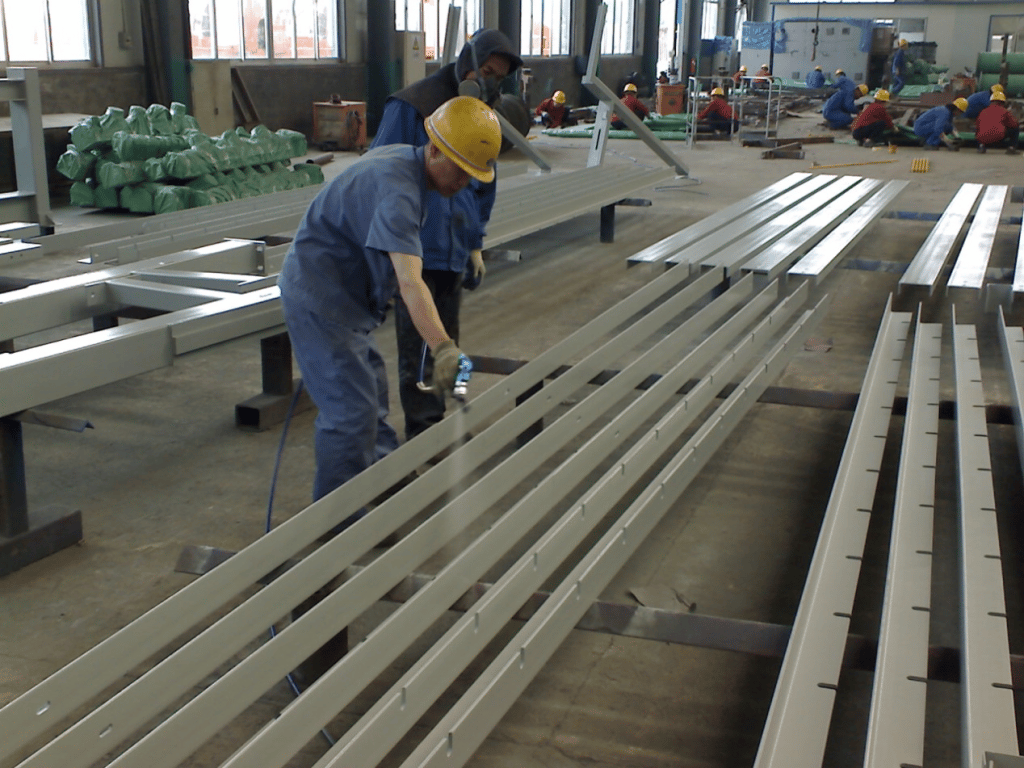
Před nátěrem ocelové konstrukce je nutné zcela odstranit otřepy, rez, oxidové okují, olejové skvrny a nánosy na povrchu součástí a důkladně odstranit rez pískováním, otryskáním atd. Nátěry na místě a odstranění rzi lze provést elektromotory. , Pneumatický nástroj na odstraňování rzi důkladně odstraňuje rez, po kvalifikaci odstranění rzi z ocelového povrchu by měl být natřen v požadovaném časovém limitu.
U dílů, které byly opatřeny základním nátěrem proti korozi, ale došlo k poškození, rzi, odlupování atd., a dílů, které nebyly opatřeny základním nátěrem proti korozi, by měly být ošetřeny opravou barvy. Specifické požadavky jsou: použijte epoxidový základní nátěr bohatý na zinek jako opravný antikorozní základní nátěr a poté podle umístění vytvořte těsnicí prostředek, střední barvu a vrchní nátěr v pořádku.
Po zašroubování šroubů připojených na místě by měl být aplikován antikorozní nátěr podle konstrukčních požadavků. U šroubů používaných ve venkovním prostředí nebo v prostředí korozivního média je třeba kromě nanášení antikorozního nátěru včas utěsnit spoje spojovacích plechů mastí nebo tmelem.
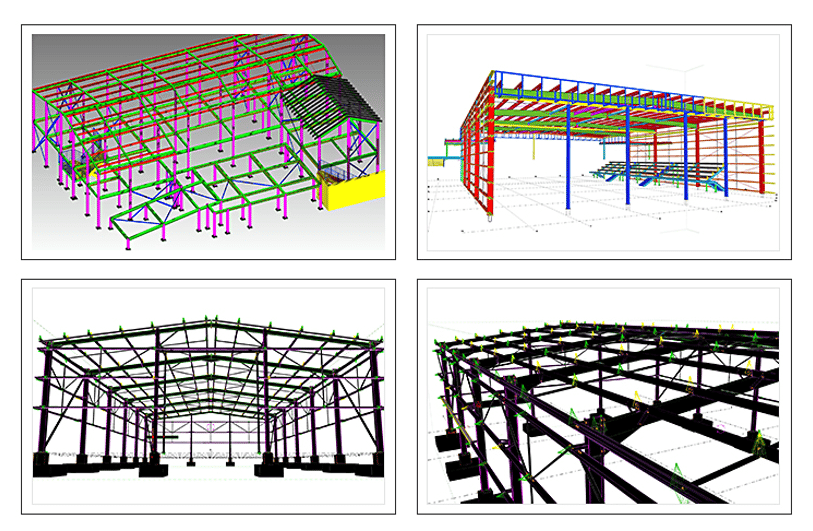
Kontrola kvality konstrukce ocelobetonové konstrukce:

Aby se vyřešil prostorový rozpor mezi profilovanou ocelí a ocelovými tyčemi v místě spojů nosníků a sloupů v profilovaném ocelobetonovém rámu tak, aby byla realizována kontinuita a prostup hlavních tyčí ve sloupu zdola nahoru a zajištěna její celistvost, je nutné profilované ocelové nosníky a sloupy před zpracováním opracovat.
Proveďte podrobný návrh polohy perforace ocelové tyče: Pro použití tahového svorníku při podepření bednění je navíc nutné provést podrobný návrh polohy oka tahového svorníku na ocelovém sloupu.
Před montáží ocelové konstrukce je třeba zkontrolovat polohovací osu budovy, osu základu a polohu a výšku kotevních šroubů, otestovat základ a provést předávací a přejímací řízení.
Pevnost základového betonu musí před montáží splňovat konstrukční požadavky; referenční bod značky osy základu a výška musí být přesné a úplné; Instalace profilového ocelového sloupu: kontrola nárysu, kontrola svislosti, kontrola polohy, polohy kotevního šroubu a nosné plochy musí být přesné.
Nosná deska z ocelového plechu použitá při instalaci profilovaného ocelového sloupu by měla být umístěna pod spodní deskou patky sloupu v blízkosti kotevního šroubu a dvě skupiny nosných desek by měly být uspořádány na straně každého závrtného šroubu. Kontakt mezi opěrnou deskou a základním povrchem a spodním povrchem sloupku by měl být plochý a těsný. Před injektáží spodní desky základny sloupu by měla být nosná deska svařena a upevněna.
Hlavní výztuž vyztuženého ocelového sloupu by měla být vložena přesně v souladu s podrobnými výsledky návrhu polohy hlavní výztuže. Musí být zajištěno, že poloha hlavní výztuže procházející přírubovou deskou profilovaného ocelového nosníku je přesná a je vyžadována svislost této části výztuže v průběhu celého procesu výstavby sloupu.
Při montáži hlavní výztuže přes profilovaný ocelový nosník nebo ocelovou přírubovou desku konzoly nejprve protáhněte výztuž, která se má spojovat, otvorem výztuže zdola nahoru a poté pomocí speciální manžety spojte spodní výztuhu.
Třmínky na spojích profilovaného ocelobetonového rámu lze vlivem profilovaných ocelových nosníků a ocelových nosných stojin zpracovat pouze na otevřená pouzdra. Tovární předpájené) svařování.
Při zpracování kotevního ocelového plechu v horní části sloupu je nutné vyhradit výztužné otvory podle výsledků prohlubovacího návrhu uspořádání hlavní výztuže. Svar by měl být vyplněn mezerou mezi vyhrazeným otvorem a výztuží a horní část svaru by měla být v jedné rovině s horním povrchem kotevní desky;
Pečlivě zvažte délku surovin, připravte přiměřené přísady a kontrolujte počet spojů ocelových tyčí ve stejné sekci, aby byly splněny požadavky specifikace.
Poloha spojů ocelových tyčí, rozteč třmínků a úhel třmenových háků musí splňovat požadavky konstrukční specifikace a provedení a musí být provedena skrytá přejímka.
Před podepřením sloupu by měl být drát vysunut na spodní plochu a poloha sloupu by měla být vystředěna a poloha výztuže sloupu by měla být opravena.
Lití betonem Kvůli husté výztuži kolem profilové oceli a vlivu profilového ocelového nosníku na horní část sloupu je obtížné vylévat běžným betonem. Výběr samozhutnitelného betonu se samonivelačními a samozhutnitelnými vlastnostmi může dobře zajistit kvalitu stavby.
Rychlost lití betonu nemůže být Pokud je příliš rychlé, měla by být výška popela vždy řízena asi na 0.5 m a časový interval mezi dvěma časy popela by měl být řízen na asi 15 minut.
Při lití betonu použijte gumové kladivo k úderu na vnější stranu bednění, zejména na čtyři rohy sloupu, abyste zkontrolovali, zda je beton nalit těsně, a je užitečné odstranit póry uvnitř betonu.
Kontaktujte nás >>
Máte otázky nebo potřebujete pomoc? Než začneme, měli byste vědět, že téměř všechny montované ocelové budovy jsou přizpůsobeny.
Náš inženýrský tým jej navrhne podle místní rychlosti větru, zatížení deštěm, ldélka * šířka * výškaa další doplňkové možnosti. Nebo můžeme sledovat vaše kresby. Sdělte mi prosím svůj požadavek a my se postaráme o zbytek!
Pro kontaktování použijte formulář a my se s vámi co nejrychleji spojíme.
O autorovi: K-HOME
K-home Steel Structure Co., Ltd se rozkládá na ploše 120,000 XNUMX metrů čtverečních. Zabýváme se návrhem, rozpočtem projektu, výrobou a montáž ocelových konstrukcí PEB a sendvičové panely se všeobecnými dodavatelskými kvalifikacemi druhého stupně. Naše produkty pokrývají lehké ocelové konstrukce, budovy PEB, nízkonákladové panelové domy, kontejnerové domy, C/Z ocel, různé modely barevných ocelových plechů, PU sendvičové panely, eps sendvičové panely, sendvičové panely z minerální vlny, panely pro chladírny, čisticí desky a další konstrukční materiály.