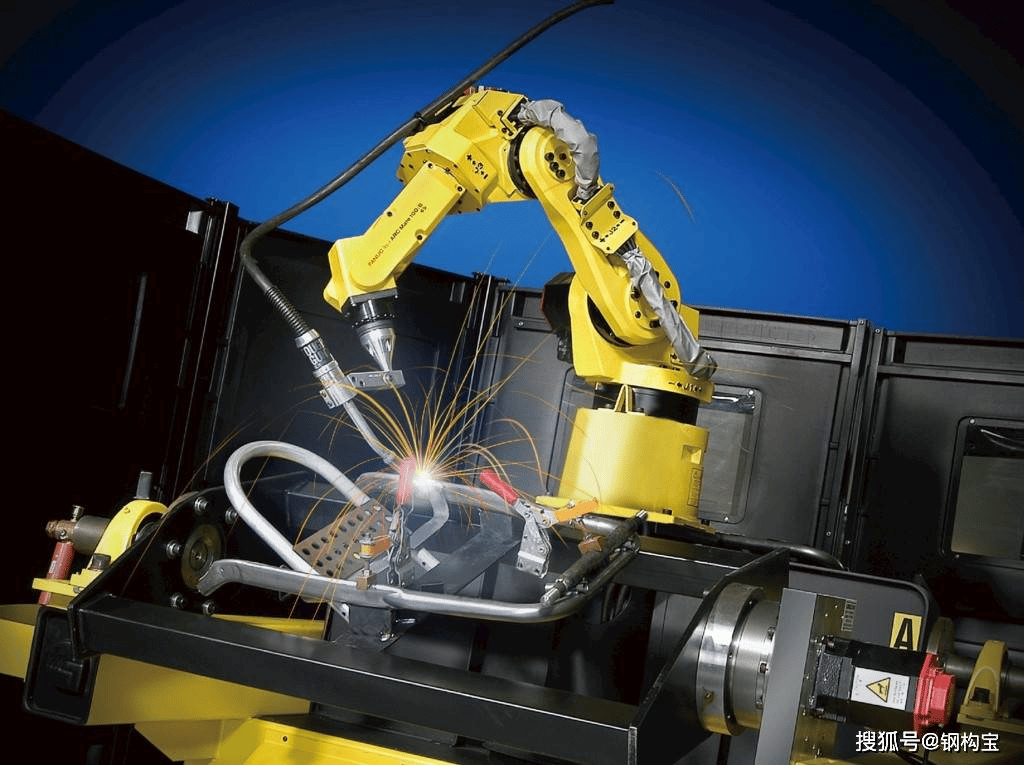
Terase töötlemisel on palju keevitusmeetodeid, kuid kaar peamiselt kasutatakse keevitamist. Kuna kaarkeevitusseadmed on lihtsad, töötajatele hõlpsasti kasutatavad ja keevisõmbluse kvaliteet on usaldusväärne, on sellel palju eeliseid.
Kaarkeevituse saab jagada käsitsi kaarkeevitus, automaatne või poolautomaatne sukelkaarkeevitus ja gaasiga varjestatud keevitamine vastavalt töö automatiseerituse astmele ja materjali tüübile, mida kasutatakse sulametalli kaitsmiseks keevitamise ajal.
Järgnevalt on toodud nende teraskonstruktsioonide keevitusmeetodid.
Lisalugemist: Teraskonstruktsiooni keevisliitmik

3 tüüpi Kaarkeevitus
1. Käsitsi kaarkeevitus
Kaare soojusele tuginemise meetodit nimetatakse kaarkeevituseks. Käsikaarkeevitus on käsitsi keevitusvardaga kaarkeevitus, mida tavaliselt kasutatakse teraskonstruktsioonide keevitamisel.
Keevitus ja elektrood on kaks elektroodi, mis tekitavad kaare, kaar tekitab palju soojust, keevisõmblus ja sulanud elektrood, elektroodi ots sulab, moodustades tilga, üleminek sulatatud keevisõmbluse mitteväärismetalli sulamisele , basseini moodustumine ja rida keerulisi füüsikalis-metallurgilisi reaktsioone. Kaare liikumisel vedel sulabassein järk-järgult jahtub ja kristalliseerub, moodustades keevisõmbluse.
Kõrge temperatuuri, külma mõjul terasest tugevdatud sularäbu elektroodkattes, mis katab sulametalli kogumi pinda, ei saa see mitte ainult kaitsta sulametalli kõrge temperatuuri ja hapniku kahjulikku reaktsiooni. lämmastikku õhus ning võivad osaleda ka sulabasseini keemilises reaktsioonis ja sulami imbumises jne, metallpinna jahutamisel ja tahkumisel, moodustades kaitsva räbu kesta.

2. Automaatne või poolautomaatne sukelkaarkeevitus
Automaatne sukelkaarkeevitus on kaarsoojuse kontsentratsiooni tõttu parem kui käsitsi keevitamine, seega on sellel suur läbitungimissügavus, ühtlane keevisõmbluse kvaliteet, vähem sisemisi defekte, hea plastilisus ja löögikindlus. Poolautomaatse sukelkaarkeevituse kvaliteet jääb automaatse sukelkaarkeevituse ja käsitsi keevitamise vahele.
Lisaks on automaatsel või poolautomaatsel sukelkaarkeevitusel suur keevituskiirus, kõrge tootmise efektiivsus, madal hind ja head töötingimused. Kuid nende rakendamist piiravad ka omad tingimused, sest keevitaja peab liikuma mööda keevisõmbluse juhtsiini, seega peavad olema teatud töötingimused.
3. Gaasikaitsega keevitamine
Tuntud ka kui fusioongaasi kaarkeevitus, kasutatakse CO2 või inertgaasi lokaalse kaitsekihi loomiseks kaare ümber, et vältida kahjulike gaaside sissetungi ja tagada keevitusprotsessi stabiilsus.
Täispositsiooniline keevitamine, hea kvaliteet, kiire sulamiskiirus, kõrge kasutegur, energiasäästlik, keevitusräbu pole vaja pärast keevitamist eemaldada, kuid tasub tähele panna, et keevitamisel tuleks tähelepanu pöörata tuule vältimisele.
Keevitusmaterjalid
Keevitusmaterjalide hulka kuuluvad elektroodid, traat, metallipulber, räbusti, gaas jne.
keevitusvarda
Metalliriba, mis täidab keevitaja ühenduskoha gaasi- või elektrikeevituse ajal. Elektrood on tavaliselt valmistatud töödeldava detailiga samast materjalist. Elektrood on kattega elektroodkaare keevitamiseks mõeldud sulatuselektrood, mis koosneb kattest ja keevisüdamikust.
keevitustraat
Traat on traatkeevitusmaterjal, mida kasutatakse kas täitemetallina või elektrijuhina. Gaaskeevitusel ja volframgaasiga varjestatud kaarkeevitamisel kasutatakse keevitustraati täitemetallina; Sukelkaarkeevituse, esG-keevituse ja muu GAAS-varjestatud kaarkeevituse puhul on keevitustraat nii täitemetall kui ka juhtiv elektrood. Keevitustraadi pind ei ole kaetud oksüdatsioonivastase vooluga.
Metallist pulber
Metallipulber viitab metalliosakeste rühmale, mille suurus on väiksem kui 1 mm. Pulbermetallurgia peamine tooraine on üksik metallipulber, sulamipulber ja mõned metalliomadustega tulekindlad ühendipulbrid.
Vool
Räbustil, mida nimetatakse ka kõvajoodisaineks, on lai määratlus, mis hõlmab sulasoola, orgaanilist ainet, aktiivgaasi, metalliauru jne, see tähendab lisaks mitteväärismetallile ja joodetile üldiselt ka kolmandat tüüpi materjale, mida kasutatakse vähendada liidese pinget mitteväärismetalli ja joodise vahel.
Gaas
Gaas on üks neljast aine põhiolekust (ülejäänud kolm on tahke, vedel ja plasma). Gaasid võivad koosneda ühest aatomist (nt väärisgaasid), ühe elemendi elementaarmolekulidest (nt hapnik), paljude elementide liitmolekulidest (nt süsinikdioksiid) jne.

Seisukord ja nõuded
Enne keevitustööde alustamist peavad keevitajad olema kvalifitseeritud ja omandama kvalifikatsioonitunnistused.
Oluliste konstruktsiooniosade oluliste keevisõmbluste puhul tuleb keevisõmbluste mõlemad otsad või keevisõmbluste ristumiskoht tembeldada keevitaja koodiga.
Enne keevitamist tuleb keevitusdetailid puhastada keevisõmbluse pinna lähedal olevast mustusest, nagu oksiidkatlakivi, õli, korrosioonivastane värv jne.
Keevitamisel alla null kraadi Celsiuse järgi tuleb järgida järgmisi tingimusi:
- Veenduge, et keevisõmblus saaks keevitamise ajal vabalt kokku tõmbuda;
- ärge kasutage keevitatud konstruktsiooniosade löömiseks rasket haamrit;
- Enne keevitamist eemaldage keevitatud konstruktsiooniosadelt kogu jää ja lumi;
- Enne keevitamist eelsoojendage vastavalt sätetele, konkreetne temperatuur määratakse vastavalt protsessi katsele.
Enne keevitamist tuleks eelsoojendada vastavalt sätetele, peab olema suletud keevitusplaadi emaplaadi (web), ribi plaat, vaheseina ots (paksus suund) ja pistik avatud otsa lõhe;
Teraskonstruktsiooni varjatud osad tuleks pärast kontrolli läbimist keevitada, katta ja pitseerida.
Kahepoolne põkkkeevitus peaks valima keevitusjuure, valima keevitusjuure, võib kasutada pneumaatilist labidat, süsinikku kaar-, gouging- ja mehaanilise töötlemise meetodeid.

Mitmekihilist keevitamist keevitatakse pidevalt ning iga keevisõmbluse kiht tuleb pärast keevitamist õigeaegselt puhastada ja kontrollida ning vead enne keevitamist eemaldada.
Keevitusprotsessis kasutage nii palju kui võimalik tasast keevitusasendit.
Keevitamisel ei tohi kasutada koorunud või roostes keevitussüdamikuga elektroodi ning niiske aglomeratsiooniga räbusti ja sulanud räbukest; Keevitustraat ja keevitusnael tuleb enne kasutamist puhastada õlist ja roostest.
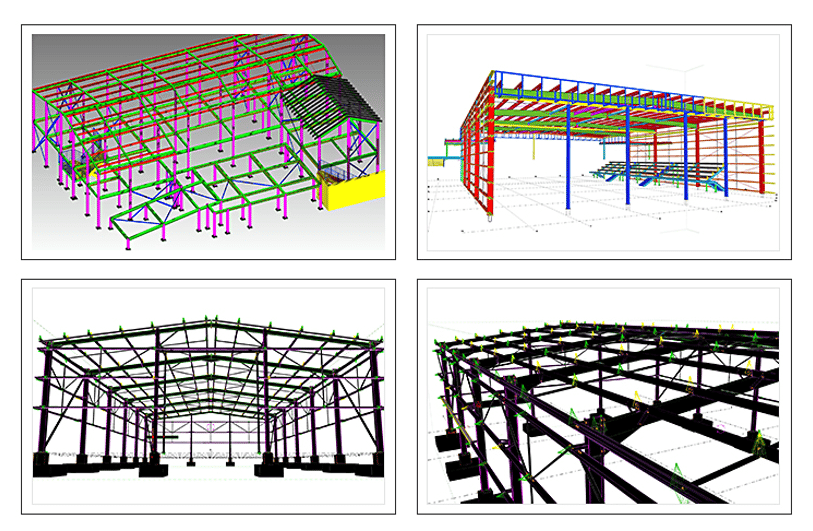
Lisalugemine: teraskonstruktsioonide paigaldamine ja projekteerimine
Terase esmakasutuse, keevitusmaterjalide, keevitusmeetodite, keevitusjärgse kuumtöötluse jms ehitusüksus viib läbi keevitusprotsessi hindamise, koostab protsessi hindamise akti ja määrab keevitusprotsessi vastavalt hindamisaruandele.
Keevitaja keevitamise peatamise aeg, mis on pikem kui 6 kuud, tuleks uuesti hinnata.
Keevitamine, keevitajad peaksid järgima keevitusprotsessi, mitte vaba keevitamist ja kaaret mitteväärismetallil väljaspool keevisriba.
Põkkliide, t-kujuline liigend, nurgaliide, ristliide põkk- ja põkk- ja nurkliite kombineeritud keevisõmblus tuleb seada keevituskaare ja pliiplaadi mõlemasse otsa, materjal ja soone vorm peavad olema samad, mis keevisõmblusel.
Kaare initsiatsiooni ja plii keevisõmbluse pikkus: sukelkaarkeevitus peaks olema suurem kui 50 mm, käsitsi kaarkeevitus ja gaaskaitsega keevitus peaks olema suurem kui 20 mm. Pärast keevitamist tuleks kaare ja pliiplaadi maha lõikamiseks kasutada gaasilõikust ning siledaks poleerida, haamriga maha lasta.
Keevitada praod, keevitajad ei tohi käidelda ilma loata, tuleks välja selgitada põhjus, sätestatud remondiprotsessi saab töödelda. Sama keevisõmbluse osa paranduste arv ei tohiks ületada kahte korda. Kui seda tehakse rohkem kui kaks korda, tuleks parandusprotsess läbi viia vastavalt parandusprotsessile.
Pärast keevitamist peaks keevitaja puhastama keevisõmbluse pinnale tekkinud räbu ja pritsmed mõlemalt poolt ning kontrollima keevisõmbluse välimuse kvaliteeti. Pärast ülevaatuse läbimist tehakse protsessis määratud keevisõmbluse osale keevitaja terasmärk.
Süsinikkonstruktsiooniteras tuleb keevisõmbluses jahutada ümbritseva õhu temperatuurini ja madala legeeritud konstruktsiooniteras keevitada 24 tundi enne keevisõmbluse kontrollimist.
PEB terashoone




Muud lisamanused










Ehituse KKK-d
- Kuidas kujundada terasest ehituskomponente ja osi
- Kui palju terasehitis maksab
- Ehituseelsed teenused
- Mis on terasportaali raamiga konstruktsioon
- Kuidas lugeda teraskonstruktsioonide jooniseid
Teie jaoks valitud ajaveebid
- Peamised teraskonstruktsioonide lao maksumust mõjutavad tegurid
- Kuidas terashooned aitavad vähendada keskkonnamõju
- Kuidas lugeda teraskonstruktsioonide jooniseid
- Kas metallhooned on odavamad kui puitehitised?
- Põllumajanduses kasutatavate metallhoonete eelised
- Metallhoone jaoks õige asukoha valimine
- Kokkupandava teraskiriku valmistamine
- Passiivkorpus ja metall – üksteise jaoks loodud
- Metallkonstruktsioonide kasutusalad, mida te võib-olla ei teadnud
- Miks vajate kokkupandavat kodu?
- Mida peate teadma enne teraskonstruktsioonide töökoja kavandamist?
- Miks peaksite valima terasraamiga kodu puitkarkassiga kodu asemel?
Võta meiega ühendust >>
Kas teil on küsimusi või vajate abi? Enne alustamist peaksite teadma, et peaaegu kõik monteeritavad terashooned on kohandatud.
Meie insenerimeeskond projekteerib selle vastavalt kohalikule tuule kiirusele, vihmakoormusele, lpikkus*laius*kõrgusja muid lisavalikuid. Või võime jälgida teie jooniseid. Palun öelge mulle oma nõue ja me teeme ülejäänu!
Kasutage vormi, et ühendust võtta ja me võtame teiega võimalikult kiiresti ühendust.
Autori kohta: K-HOME
K-home Steel Structure Co., Ltd pindala on 120,000 XNUMX ruutmeetrit. Tegeleme projekteerimise, projekti eelarve, valmistamise ja PEB teraskonstruktsioonide paigaldus ja teise järgu peatöövõtu kvalifikatsiooniga sandwich-paneelid. Meie tooted hõlmavad kergeid teraskonstruktsioone, PEB hooned, odavad paneelmajad, konteinermajad, C/Z teras, erinevad värviliste terasplaatide mudelid, PU sandwich paneelid, eps sandwich paneelid, kivivilla sandwich paneelid, külmkambri paneelid, puhastusplaadid ja muud ehitusmaterjalid.