Der binne in protte welding metoaden yn stiel ferwurking, mar arc welding wurdt benammen brûkt. Omdat arc welding apparatuer is simpel, maklik foar arbeiders te operearjen, en de kwaliteit fan de weld is betrouber, der binne in protte foardielen.
Arc welding kin wurde ferdield yn hânmjittich arc welding, automatyske of semy-automatyske submerged arc welding en gas-shielded welding neffens de mjitte fan automatisearring fan operaasje en it type materiaal dat brûkt wurdt om it smelte metaal te beskermjen by it lassen.
Dan de folgjende binne de welding metoaden fan dizze stielen struktueren.
Mear ynformaasje: Welded Splice Joint yn stielen struktuer

3 Soarten Arc Welding
1. Hânlieding Arc Welding
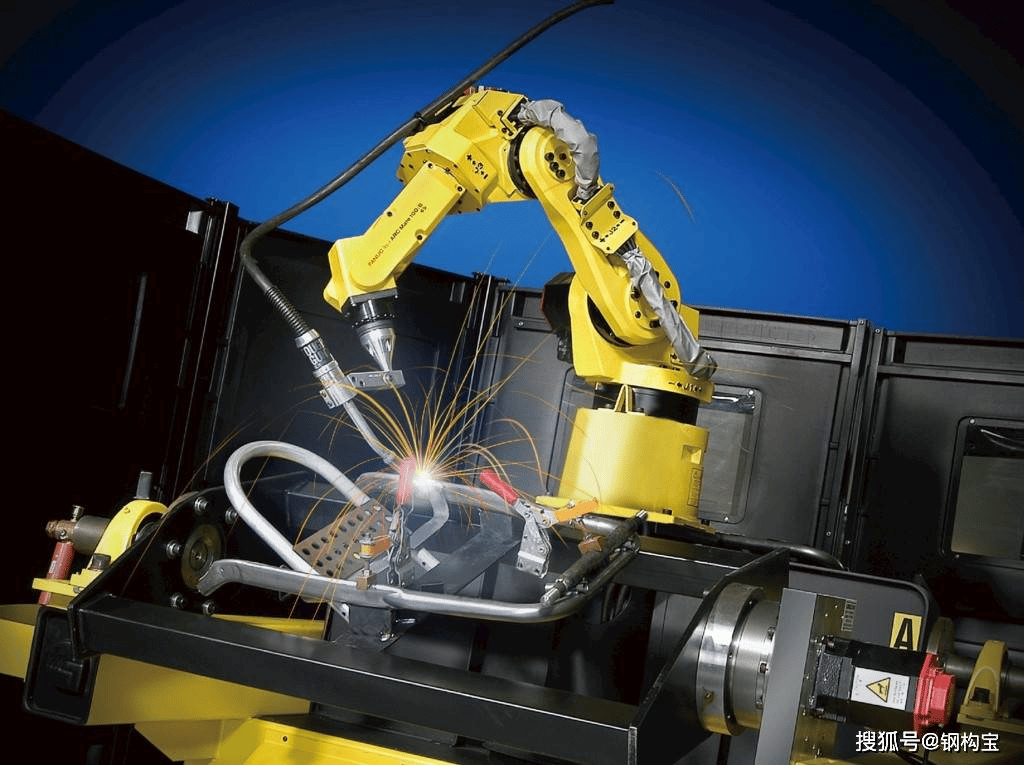
De metoade om te fertrouwen op 'e waarmte fan' e bôge wurdt bôgeslassen neamd. Hânlieding arc welding is in soarte fan arc welding mei hânlieding welding rod, dat wurdt faak brûkt yn it lassen fan stielen struktueren.
De weldment en de elektrodes binne twa elektroden dy't in bôge generearje, de bôge genereart in soad waarmte, de weldment en de smelte elektrode, it elektrodes ein smelt om in drip te foarmjen, de oergong nei de fúzje fan it basismetaal fan 'e smelte weldment , de formaasje fan in swimbad en in rige komplekse fysyk-metallurgyske reaksjes. As de bôge beweecht, koelt it floeibere smelte swimbad stadichoan ôf en kristallisearret it om in weld te foarmjen.
Under de aksje fan hege temperatuer, kjeld yn 'e elektrodes coating op' e stielen fersterke smelte slag, covering it oerflak fan 'e smolten swimbad fan metaal, it kin net allinnich beskermje de hege temperatuer fan' e smolten swimbad fan metaal en de skealike reaksje fan soerstof en stikstof yn 'e loft, en kin ek meidwaan oan' e raand pool gemyske reaksje en seeping alloy, ensfh, yn 'e koeling en solidification fan metalen oerflak, foarmje beskermjende slag shell.

2. Automatysk of semi-automatyske ûnderdompele arc welding
Automatysk submerged arc welding is superieur oan hân lassen fanwege de konsintraasje fan arc waarmte, sadat it hat in grutte penetraasje djipte, unifoarm weld kwaliteit, minder ynterne defekten, goede plasticity en impact taaiens. De kwaliteit fan semy-automatyske submerged arc welding is tusken automatyske submerged arc welding en hânmjittich welding.
Dêrneist automatyske of semy-automatyske ûnderdompele bôge welding hat hege welding snelheid, hege produksje effisjinsje, lege kosten en goede wurkomstannichheden. Har tapassing wurdt lykwols ek beheind troch har eigen betingsten, om't de welder lâns de liedingspoar fan 'e las moat bewege, dus moatte der bepaalde bedriuwsbetingsten wêze.
3. Gas-shielded welding
Ek bekend as fúzje gas arc welding, CO2 of inert gas wurdt brûkt om in pleatslike beskermjende laach om 'e bôge te meitsjen om de ynvaazje fan skealike gassen te foarkommen en de stabiliteit fan it lasproses te garandearjen.
All-position welding, goede kwaliteit, snelle smeltsnelheid, hege effisjinsje, enerzjybesparring, gjin needsaak om weldingslag nei it welding te ferwiderjen, mar it is de muoite wurdich op te merken dat omtinken moat wurde betelle om wyn by it lassen te foarkommen.
Welding Materialen
Weldingmaterialen omfetsje elektroden, draad, metaalpoeder, flux, gas, ensfh.
lasestang
In strip fan metaal dy't it gewricht fan in welder foltôget by gas- as elektryske welding. De elektrode is meastentiids makke fan itselde materiaal as it wurkstik. De elektrodes is in melting elektrodes foar elektrodes arc welding mei coating, dat is gearstald út coating en welding kearn.
lasedraad
De tried is in tried welding materiaal brûkt as filler metaal of as in elektryske dirigint. Yn gas welding en wolfraam gas-shielded arc welding, de welding tried wurdt brûkt as filler metaal; Yn ûnderdompele arc welding, esG welding en in oare GAS-shielded arc welding, de welding tried is sawol it filler metaal en de conductive elektrodes. It oerflak fan de welding tried is net coated mei anty-oksidaasje flux.
Metal poeder
Metal poeder ferwiist nei de metalen dieltsje groep waans grutte is minder dan 1mm. Single metalen poeder, alloy poeder en wat fjoerfêste gearstalde poeder mei metalen eigenskippen is de wichtichste grûnstof fan poeder metallurgy.
flow
Flux, ek wol soldeermiddel neamd, hat in brede definysje, ynklusyf smolten sâlt, organysk materiaal, aktyf gas, metalen stoom, ensfh. ferminderje de ynterface spanning tusken de basis metaal en solder.
Gas
Gas is ien fan 'e fjouwer basissteaten fan matearje (de oare trije binne fêst, floeiber en plasma). Gassen kinne gearstald wurde út ien atoom (bgl. aadlike gassen), elemintêre molekulen fan ien elemint (bgl. soerstof), gearstalde molekulen fan in protte eleminten (bgl. koalstofdiokside), ensfh.

Betingst en easken
Welders moatte kwalifisearre wurde troch training en kwalifikaasjesertifikaten krije foardat se laswurk kinne ûndernimme.
Foar wichtige welds fan wichtige strukturele dielen, beide einen fan welds of de krusing fan welds moatte wurde stimpele mei welder koade.
Foardat welding, de welding dielen moatte wurde skjinmakke fan smoargens tichtby it oerflak fan 'e weld, lykas okside skaal, oalje, anty-corrosive ferve, ensfh
By it lassen ûnder nul graden Celsius moatte de folgjende betingsten wurde observearre:
- Soargje derfoar dat de weld frij krimpe kin by it lassen;
- brûk gjin swiere hammer om de laske strukturele dielen te reitsjen;
- Foardat welding, fuortsmite al it iis en snie op de laske strukturele dielen;
- Foardat welding, preheat neffens de bepalingen, de spesifike temperatuer wurdt bepaald neffens de proses test.
Foardat welding moatte wurde preheated neffens de bepalings, moat wurde fersegele welding moederbord (web), rib plaat, partition ein (dikte rjochting) en de connector bleatsteld ein fan it gat;
Ferburgen dielen fan stielen struktuer moatte wurde laske, coated en fersegele nei it trochjaan fan ynspeksje.
Double-sided butt welding moat pick welding woartel, pick welding woartel kin brûke in pneumatyske shovel, koalstof arc gouging, gouging en meganyske ferwurkjen metoaden.

Multi-laach welding sil wurde laske kontinu, en elke laach fan weld pass wurdt skjinmakke en ynspektearre yn 'e tiid nei welding, en de mankeminten wurde fuortsmiten foardat welding.
Yn it welding proses, brûk sa fier mooglik in platte welding posysje.
Tidens welding, sil net brûke de elektrodes mei peeling of roestige welding kearn en de flux mei fochtige agglomeraasje en de slag shell dat is gesmolten; De lasdraad en lasnagel moatte foar gebrûk skjinmakke wurde fan oalje en roest.
Fierdere lêzing: Ynstallaasje en ûntwerp fan stielen struktuer
De bou-ienheid foar it earste gebrûk fan stiel, weldingmaterialen, weldingmetoaden, waarmtebehandeling nei welding, ensfh., sil evaluaasje fan weldingproses útfiere, in proses-evaluaasjerapport skriuwe en it weldingproses bepale neffens it evaluaasjerapport.
Welder stop welding tiid fan mear as 6 moannen, moatte wurde opnij beoardiele.
Welding, welders moatte foldwaan oan it welding proses, net frije welding en bôge op it basismetaal bûten de weld bead.
Butt joint, t-foarmige joint, hoek joint, cross joint butt weld en butt en hoek joint kombinaasje weld, moatte wurde ynsteld oan beide úteinen fan de welding bôge en lead plaat, it materiaal en groove foarm moat wêze itselde as de weldment.
Lingte fan arc initiation en lead weld: ûnderdompele arc welding moat grutter wêze as 50mm, hânmjittich arc welding en gas-shielded welding moat grutter wêze as 20mm. Nei welding, gas cutting moat brûkt wurde om te snijen ôf de bôge en lead plaat, en gepolijst glêd, sil net wurde delsketten mei in hammer.
Weld cracks, welders sille net omgean sûnder autorisaasje, moatte fine út de oarsaak, set út de reparaasje proses kin wurde ferwurke. It oantal reparaasjes fan itselde diel fan de weld moat net mear as twa kear. Wannear't dien mear as twa kear, it reparaasjeproses moat wurde útfierd neffens it reparaasjeproses.
Nei it welding moat de welder de slag op it oerflak fan 'e weld skjinmeitsje en de spatter oan beide kanten, en kontrolearje de uterlikkwaliteit fan 'e weld. Nei it trochjaan fan 'e ynspeksje sil it stielmerk fan 'e welder makke wurde op it diel fan 'e lasnaad spesifisearre yn it proses.
Carbon struktureel stiel moat wurde kuolle oan de ambient temperatuer yn 'e weld, en low-alloy struktureel stiel moat wurde laske foar 24 oeren foar weld ynspeksje.
It PEB Steel Building




De Oare Oanfoljende Taheaksels










Bouw FAQs
- Hoe kinne jo komponinten en dielen fan stielen bouwe ûntwerpe
- Hoefolle kostet in stielen gebou
- Pre-Bouw Tsjinsten
- Wat is in Steel Portal Framed Construction
- Hoe kinne jo strukturele stieltekeningen lêze
Blogs selektearre foar jo
- De wichtichste faktoaren dy't beynfloedzje de kosten fan stielen struktuer Warehouse
- Hoe stielen gebouwen helpe om miljeu-ynfloed te ferminderjen
- Hoe kinne jo strukturele stieltekeningen lêze
- Binne metalen gebouwen goedkeaper dan houten gebouwen?
- Foardielen fan metalen gebouwen foar agrarysk gebrûk
- De juste lokaasje kieze foar jo metalen gebou
- It meitsjen fan in prefab stielen tsjerke
- Passive Housing & Metal - Makke foar elkoar
- Gebrûk foar metalen struktueren dy't jo miskien net hawwe kend
- Wêrom hawwe jo in prefabrykearre hûs nedich?
- Wat moatte jo witte foardat jo in workshop foar stielstruktuer ûntwerpe?
- Wêrom soene jo in hûs mei stielen frame moatte kieze boppe in hûs mei houten frame
Kontakt mei ús opnimme >>
Hawwe jo fragen of help nedich? Foardat wy begjinne, moatte jo witte dat hast alle prefab stielen gebouwen binne oanpast.
Us engineering team sil ûntwerpe it neffens lokale wyn snelheid, rein load, llingte * breedte * hichte, en oare ekstra opsjes. Of, wy kinne jo tekeningen folgje. Fertel my asjebleaft jo eask, en wy sille de rest dwaan!
Brûk it formulier om kontakt te meitsjen en wy sille sa gau mooglik mei jo yn kontakt komme.
Oer auteur: K-HOME
K-home De skiednis fan Steel Structure Co., Ltd beslacht in oerflak fan 120,000 kante meter. Wy binne dwaande mei it ûntwerp, projekt budzjet, fabrication, en ynstallaasje fan PEB stielen struktueren en sandwich panielen mei twadde-graad algemien kontraktearjende kwalifikaasjes. Us produkten omfetsje ljochte stielen struktueren, PEB gebouwen, lege kosten prefab huzen, container huzen, C / Z stiel, ferskate modellen fan kleur stielen plaat, PU sandwich panielen, eps sandwich panielen, rock wol sandwich panielen, kâlde keamer panielen, suvering platen, en oare bou materialen.