Postoje mnoge metode zavarivanja u obradi čelika, ali luk uglavnom se koristi zavarivanje. Budući da je oprema za elektrolučno zavarivanje jednostavna, laka za rukovanje radnicima, a kvaliteta zavara je pouzdana, postoje mnoge prednosti.
Elektrolučno zavarivanje može se podijeliti na ručno elektrolučno zavarivanje, automatsko ili poluautomatsko zavarivanje pod praškom i zavarivanje u zaštiti plina prema stupnju automatizacije rada i vrsti materijala koji se koristi za zaštitu rastaljenog metala tijekom zavarivanja.
Zatim slijede metode zavarivanja ovih čeličnih konstrukcija.
Daljnje čitanje: Zavareni spoj u čeličnoj konstrukciji

3 vrste Arc zavarivanje
1. Ručno elektrolučno zavarivanje
Metoda oslanjanja na toplinu luka naziva se elektrolučno zavarivanje. Ručno elektrolučno zavarivanje je vrsta elektrolučnog zavarivanja ručnom zavarivačkom šipkom, koja se obično koristi u zavarivanju čeličnih konstrukcija.
Zavar i elektroda dvije su elektrode koje stvaraju luk, luk stvara mnogo topline, zavar i rastaljena elektroda, kraj elektrode se topi da bi se stvorila kapljica, prijelaz u fuziju osnovnog metala rastaljenog zavara , formiranje bazena i niz složenih fizičko-metalurških reakcija. Kako se luk pomiče, tekući rastaljeni bazen postupno se hladi i kristalizira stvarajući zavar.
Pod djelovanjem visoke temperature, hladnoće u premazu elektrode na rastaljenoj troski ojačanoj čelikom, koja prekriva površinu bazena rastaljenog metala, ne samo da može zaštititi visoku temperaturu bazena rastaljenog metala i štetnu reakciju kisika i dušik u zraku, a također može sudjelovati u kemijskoj reakciji rastaljenog bazena i curenja legure, itd., u hlađenju i skrućivanju metalne površine, stvarajući zaštitnu ljusku od troske.

2. Automatsko ili poluautomatsko zavarivanje pod praškom
Automatsko zavarivanje pod praškom je superiornije od ručnog zavarivanja zbog koncentracije topline luka, tako da ima veliku dubinu prodiranja, ujednačenu kvalitetu zavara, manje unutarnjih grešaka, dobru plastičnost i udarnu žilavost. Kvaliteta poluautomatskog zavarivanja pod praškom je između automatskog zavarivanja pod praškom i ručnog zavarivanja.
Osim toga, automatsko ili poluautomatsko zavarivanje pod praškom ima veliku brzinu zavarivanja, visoku učinkovitost proizvodnje, niske troškove i dobre radne uvjete. Međutim, njihova je primjena također ograničena vlastitim uvjetima, jer se zavarivač mora kretati duž vodilice zavara, pa moraju postojati određeni radni uvjeti.
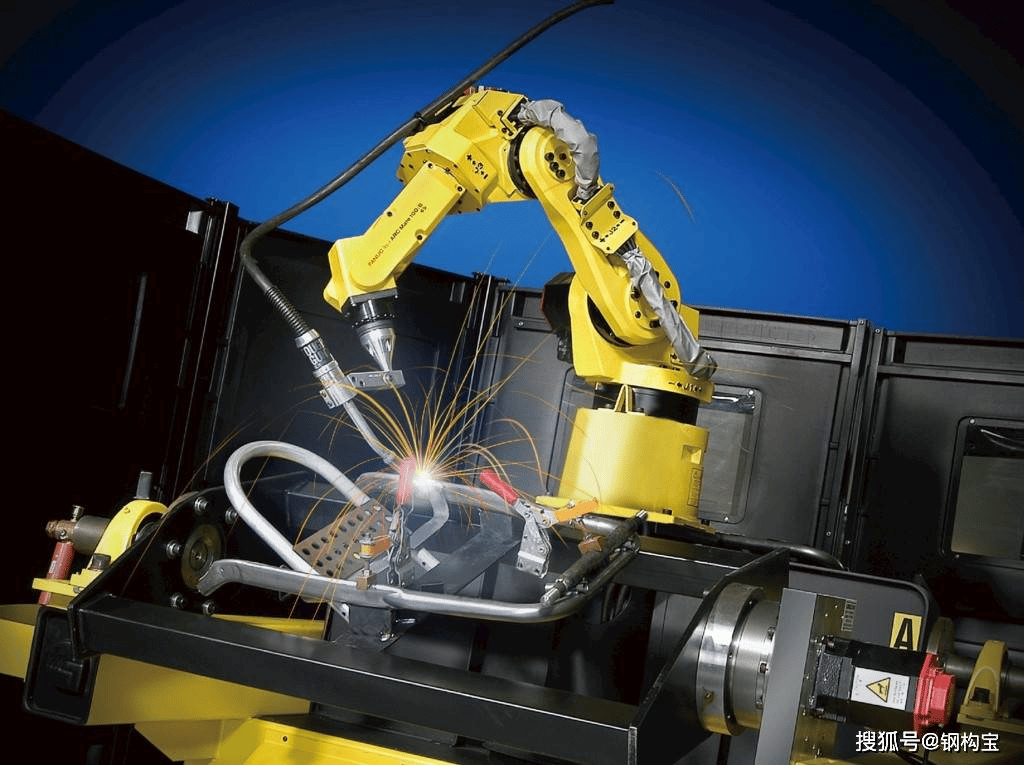
3. Zavarivanje u zaštiti plina
Poznato i kao elektrolučno zavarivanje fuzijskim plinom, CO2 ili inertni plin koristi se za stvaranje lokalnog zaštitnog sloja oko luka kako bi se spriječio prodor štetnih plinova i osigurala stabilnost procesa zavarivanja.
Zavarivanje u svim položajima, dobra kvaliteta, brza brzina taljenja, visoka učinkovitost, ušteda energije, nema potrebe za uklanjanjem troske od zavarivanja nakon zavarivanja, ali vrijedi napomenuti da treba obratiti pozornost na izbjegavanje vjetra prilikom zavarivanja.
Materijali za zavarivanje
Materijali za zavarivanje uključuju elektrode, žicu, metalni prah, prašak, plin itd.
šipka za zavarivanje
Metalna traka koja ispunjava spoj zavarivača tijekom plinskog ili električnog zavarivanja. Elektroda je obično izrađena od istog materijala kao i obradak. Elektroda je elektroda za taljenje za elektrolučno zavarivanje s oblogom, koja se sastoji od obloge i jezgre za zavarivanje.
žica za zavarivanje
Žica je materijal za zavarivanje žice koji se koristi ili kao dodatni metal ili kao električni vodič. U plinskom zavarivanju i elektrolučnom zavarivanju uz pomoć volframovog plina, žica za zavarivanje se koristi kao dodatni metal; U elektrolučnom zavarivanju, elektrolučnom zavarivanju i drugom elektrolučnom zavarivanju u GAS-oklopu, žica za zavarivanje je i dodatni metal i vodljiva elektroda. Površina žice za zavarivanje nije premazana antioksidacijskim praškom.
Metalni prah
Metalni prah odnosi se na skupinu metalnih čestica čija je veličina manja od 1 mm. Jednostruki metalni prah, prah legure i neki vatrostalni složeni prah sa svojstvima metala glavna su sirovina metalurgije praha.
Tok
Topilo, koje se naziva i sredstvo za lemljenje, ima široku definiciju, uključujući rastaljenu sol, organsku tvar, aktivni plin, metalnu paru itd., odnosno, uz osnovni metal i lem, općenito se odnosi na treću vrstu materijala koji se koristi za smanjiti napetost sučelja između osnovnog metala i lema.
Plin
Plin je jedno od četiri osnovna agregatna stanja (ostala tri su čvrsto, tekuće i plazma). Plinovi se mogu sastojati od jednog atoma (npr. plemeniti plinovi), elementarne molekule jednog elementa (npr. kisik), spojene molekule mnogih elemenata (npr. ugljikov dioksid) i tako dalje.

Uvjeti i zahtjevi
Zavarivači moraju biti kvalificirani obukom i dobiti certifikate o kvalifikaciji prije nego što mogu poduzeti radove zavarivanja.
Za važne zavare važnih konstrukcijskih dijelova, oba kraja zavara ili sjecište zavara moraju biti označeni kodom zavarivača.
Prije zavarivanja, dijelove za zavarivanje treba očistiti od prljavštine u blizini površine zavara, kao što su oksidni kamenac, ulje, antikorozivna boja itd.
Kod zavarivanja ispod nula Celzijevih stupnjeva potrebno je poštivati sljedeće uvjete:
- Osigurajte da se zavar može slobodno skupljati tijekom zavarivanja;
- nemojte koristiti teški čekić za udaranje zavarenih strukturnih dijelova;
- Prije zavarivanja uklonite sav led i snijeg sa zavarenih konstrukcijskih dijelova;
- Prije zavarivanja prethodno zagrijte prema odredbama, specifična temperatura određena je prema postupku ispitivanja.
Prije zavarivanja treba prethodno zagrijati u skladu s odredbama, mora biti zapečaćena matična ploča za zavarivanje (web), rebrasta ploča, pregradni kraj (smjer debljine) i konektor izložen kraj razmaka;
Skrivene dijelove čelične konstrukcije treba zavariti, premazati i zabrtviti nakon što prođu inspekciju.
Dvostrano sučeono zavarivanje treba odabrati korijen zavarivanja, odabrati korijen zavarivanja može koristiti pneumatsku lopatu, žljebljenje ugljičnim lukom, žljebljenje i metode mehaničke obrade.

Višeslojno zavarivanje mora se zavarivati kontinuirano, a svaki sloj zavarivanja treba očistiti i pregledati na vrijeme nakon zavarivanja, a nedostatke treba ukloniti prije zavarivanja.
U procesu zavarivanja koristite ravan položaj za zavarivanje što je više moguće.
Tijekom zavarivanja ne smije se koristiti elektroda s oljuštenom ili zahrđalom jezgrom za zavarivanje i prašak s vlažnom aglomeracijom i rastopljenom ljuskom troske; Žicu za zavarivanje i čavao za zavarivanje potrebno je prije uporabe očistiti od ulja i hrđe.
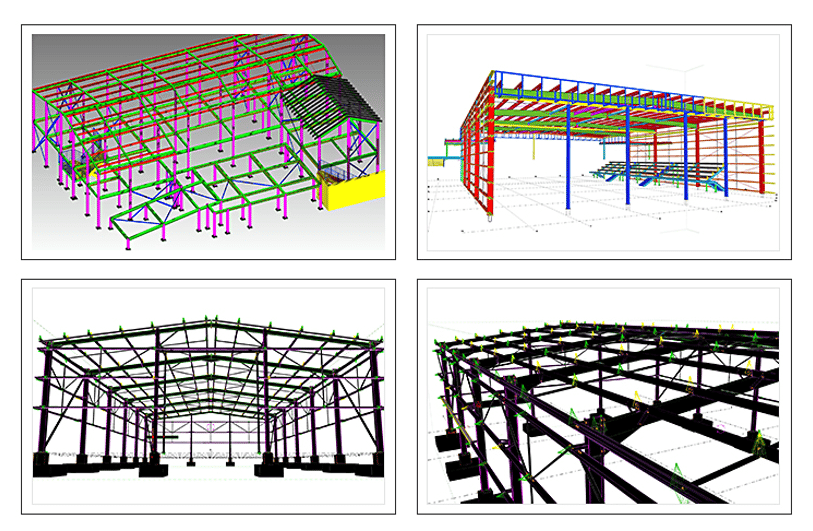
Dodatna literatura: Montaža i dizajn čelične konstrukcije
Građevinska jedinica za prvu upotrebu čelika, materijala za zavarivanje, metoda zavarivanja, toplinske obrade nakon zavarivanja i dr., mora provesti ocjenu procesa zavarivanja, napisati izvješće o ocjeni procesa i odrediti postupak zavarivanja prema izvješću o ocjeni.
Treba ponovno procijeniti vrijeme prekida zavarivanja zavarivača duže od 6 mjeseci.
Zavarivanje, zavarivači bi se trebali pridržavati postupka zavarivanja, a ne slobodnog zavarivanja i luka na osnovnom metalu izvan zavarenog ruba.
Sučeoni spoj, spoj u obliku slova T, kutni spoj, poprečni sučeoni zavar i kombinirani zavar sučeonog i kutnog spoja trebaju biti postavljeni na oba kraja zavarivačkog luka i olovne ploče, materijal i oblik utora moraju biti isti kao zavareni spoj.
Duljina inicijacije luka i zavarivanja: zavarivanje pod praškom mora biti veće od 50 mm, ručno zavarivanje i zavarivanje u zaštiti plina treba biti veće od 20 mm. Nakon zavarivanja treba koristiti plinsko rezanje za odsijecanje luka i olovne ploče, glatko polirano, ne smije se oboriti čekićem.
Zavarene pukotine, zavarivači ne smiju rukovati bez ovlaštenja, trebali bi otkriti uzrok, postaviti postupak popravka koji se može obraditi. Broj popravaka istog dijela zavara ne smije biti veći od dva puta. Kada se radi više od dva puta, postupak popravka treba provesti u skladu s postupkom popravka.
Nakon zavarivanja zavarivač treba očistiti trosku na površini zavara i prskanje s obje strane te provjeriti kvalitetu izgleda zavara. Nakon prolaska inspekcije, zavarivačeva oznaka čelika mora biti napravljena na dijelu zavarenog šava navedenom u postupku.
Ugljični konstrukcijski čelik treba ohladiti na temperaturu okoline u zavaru, a niskolegirani konstrukcijski čelik treba zavarivati 24 sata prije pregleda zavara.
PEB čelična zgrada




Ostali dodatni prilozi










Često postavljana pitanja o izgradnji
- Kako dizajnirati komponente i dijelove čelične zgrade
- Koliko košta čelična zgrada
- Usluge prije izgradnje
- Što je okvirna konstrukcija od čeličnog portala
- Kako čitati konstrukcijske čelične nacrte
Blogovi odabrani za vas
- Glavni čimbenici koji utječu na cijenu skladišta čelične konstrukcije
- Kako čelične zgrade pomažu u smanjenju utjecaja na okoliš
- Kako čitati konstrukcijske čelične nacrte
- Jesu li metalne zgrade jeftinije od drvenih?
- Prednosti metalnih zgrada za poljoprivredu
- Odabir prave lokacije za vašu metalnu zgradu
- Izrada montažne čelične crkve
- Pasivno kućište i metal – stvoreni jedno za drugo
- Namjene za metalne konstrukcije koje možda niste poznavali
- Zašto vam je potrebna montažna kuća
- Što trebate znati prije projektiranja radionice za čelične konstrukcije?
- Zašto biste trebali izabrati kuću s čeličnom konstrukcijom umjesto kuće s drvenom konstrukcijom
Kontaktirajte nas >>
Imate pitanja ili trebate pomoć? Prije nego što počnemo, trebali biste znati da su gotovo sve montažne čelične zgrade prilagođene.
Naš inženjerski tim dizajnirat će ga prema lokalnoj brzini vjetra, kišnom opterećenju, lduljina*širina*visina, i druge dodatne opcije. Ili bismo mogli pratiti vaše crteže. Recite mi svoje zahtjeve, a mi ćemo učiniti ostalo!
Upotrijebite obrazac za kontakt i mi ćemo vas kontaktirati što je prije moguće.
O autoru: K-HOME
K-home Steel Structure Co., Ltd pokriva površinu od 120,000 četvornih metara. Bavimo se dizajnom, proračunom projekta, proizvodnjom i ugradnja PEB čeličnih konstrukcija i sendvič panela s drugorazrednim općim ugovornim kvalifikacijama. Naši proizvodi pokrivaju lake čelične konstrukcije, PEB zgrade, jeftine montažne kuće, kontejnerske kuće, C/Z čelik, različiti modeli čeličnih ploča u boji, PU sendvič paneli, eps sendvič paneli, sendvič paneli od kamene vune, paneli za rashladne komore, ploče za pročišćavanje i drugi građevinski materijali.