Az utóbbi években az urbanizációs folyamat egyre gyorsabb, és a előre gyártott acélszerkezetű épület az ipar példátlan fejlődést ért el. Az embereknek egyre magasabb követelményeket támasztanak az épületek használhatóságával és biztonságával szemben. A modern építőiparban acélszerkezet tervezés bizonyos előnyei vannak, és alkalmazása az építőiparban egyre kiterjedtebb. Több éves szakmai tapasztalattal párosulva, K-home 8 szakmai alapismeretet foglalt össze az acélszerkezetről, a tartalom hosszú, kérjük, olvassa el türelmesen:

1. Az acélszerkezet jellemzői:
- Az acél szerkezet könnyű
- Az acélszerkezeti munkák nagy megbízhatósága
- Az acél jó rezgés- (ütés) és ütésállósággal rendelkezik
- Az acélszerkezet pontosan és gyorsan összeszerelhető
- Könnyű tömített szerkezetet készíteni
- Az acélszerkezet könnyen korrodálható
- Az acélszerkezet gyenge tűzállósága
2. Az általánosan használt acélszerkezetek minősége és tulajdonságai
- Szén szerkezeti acél: Q195, Q215, Q235, Q255, Q275 stb.
- Gyengén ötvözött, nagy szilárdságú szerkezeti acél
- Kiváló minőségű szén szerkezeti acél és ötvözött szerkezeti acél
- Speciális acél
3. Az acélszerkezetek anyagválasztásának elvei
Az acélszerkezet anyagválasztási elve, hogy biztosítsa a teherhordó szerkezet teherbíró képességét, és bizonyos körülmények között megakadályozza a rideg meghibásodást. Átfogóan figyelembe veszi a szerkezet fontosságát, a terhelési jellemzőket, a szerkezeti formát, a feszültségi állapotot, a csatlakozási módot, az acél vastagságát és a munkakörnyezetet. nak,-nek.
A GB50017-2003 „Acélszerkezetek tervezési kódexében” javasolt négy acéltípus a „megfelelő” típus, és az első választás, ha a körülmények megengedik. Más típusok használata nem tilos, amennyiben a felhasznált acél megfelel a specifikáció követelményeinek.
Negyedszer, az acélszerkezet fő műszaki tartalma:
a) Sokemeletes acélszerkezet-technológia. Az épületmagasságnak és a tervezési követelményeknek megfelelően a vázat, a kerettartót, a hengeres és az óriás vázszerkezetet alkalmazzák, az alkatrészek acélból, merev vasbetonból vagy acélcsőbetonból készülhetnek. Az acélelemek könnyűek és képlékenyek, hegeszthetők vagy hengerelhetők, ami szuper sokemeletes épületekhez alkalmas; a merev vasbeton elemek nagy merevséggel és jó tűzállósággal rendelkeznek, és alkalmasak közepes és magas épületekhez vagy alsó szerkezetekhez; Acélcsőbeton könnyen megépíthető, Csak oszlopszerkezetekhez.
b) űracélszerkezet-technológia. A téracél szerkezet előnye a könnyű súly, a nagy merevség, a gyönyörű megjelenés és a gyors építési sebesség. A gömbcsukló lapos rács, a többrétegű, változtatható keresztmetszetű rács és a rúdként acélcsővel ellátott hálós héj a legnagyobb téracél szerkezetű szerkezeti típusok hazánkban. Előnye a nagy térmerevség és az alacsony acélfogyasztás, valamint teljes CAD-t biztosít a tervezési, kivitelezési és ellenőrzési eljárások során. A térszerkezetekben a rácsszerkezet mellett nagy fesztávú függesztőkábel-szerkezetek és kábelmembrán szerkezetek is találhatók.
c) Könnyű acélszerkezet-technológia. A falakból és tetőburkolatokból álló új szerkezeti forma világos színű acéllemezekkel készült. Könnyűacél szerkezeti rendszer, amely nagy keresztmetszetű vékonyfalú H alakú acél falgerendákból és 5 mm feletti acéllemezekkel hegesztett vagy hengerelt tetőszelemenekből, rugalmas tartórendszerekből készült köracélból és nagy szilárdságú csavarkötésekből áll. 30 m vagy több, a magasság elérheti a tíz métert is, és könnyű daruk is felállíthatók. A felhasznált acél mennyisége 20-30kg/m2. Ma már szabványos tervezési eljárások és speciális termelő vállalkozások léteznek, jó termékminőséggel, gyors telepítési sebességgel, könnyű súlyú, alacsony befektetéssel, és az építkezést nem korlátozzák az évszakok, alkalmasak mindenféle könnyűipari üzemhez.
(d) Acél-beton kompozit szerkezeti technológia. A szelvényacélból vagy acélkezelő és betonelemekből álló gerenda és oszlop teherhordó szerkezet acél-beton kompozit szerkezet, alkalmazási köre az elmúlt években bővült. A kompozit szerkezetnek megvannak az acél és a beton előnyei, nagy szilárdsággal, jó merevséggel és jó szeizmikus teljesítménnyel. A külső betonszerkezet használata esetén jobb a tűzállósága és a korrózióállósága. A kombinált szerkezeti elemek általában 15-20%-kal csökkenthetik az acél mennyiségét. A kompozit padló- és betontöltésű acélcső-alkatrészek előnye is a kevesebb zsaluzat, a kényelmes és gyors felépítés, valamint a nagy promóciós potenciál. Alkalmas nagy terhelésű többemeletes vagy sokemeletes épületek vázgerendáira, oszlopaira és padlózatára, ipari épület oszlopok és padlók stb.
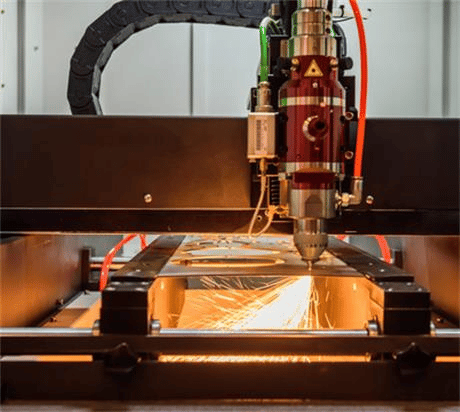
(e) Nagy szilárdságú csavarkötések és hegesztési technológia. A nagy szilárdságú csavarok a feszültséget a súrlódás révén továbbítják, és három részből állnak: csavarok, anyák és alátétek. A nagy szilárdságú csavarkötés előnyei az egyszerű felépítés, a rugalmas szétszerelés, a nagy teherbírás, a jó fáradtságállóság és az önzáró, valamint a nagy biztonság. A projektben felváltotta a szegecselést és a részleges hegesztést, és az acélszerkezetek gyártása és felszerelése során a fő csatlakozási mód lett. A műhelyben készült acél alkatrészek és vastag lemezek esetében automatikus többhuzalos íves merülőhegesztést kell alkalmazni, a dobozoszlopos burkolólapnál pedig olvasztófúvókás elektrosalakos hegesztést és egyéb technológiákat kell alkalmazni. A helyszíni szerelésnél és kivitelezésnél félautomata hegesztési technológiát, gázárnyékolt folyasztószeres hegesztőhuzalt és önárnyékolt folyasztószeres hegesztőhuzalos technológiát kell alkalmazni.
f) Acélszerkezet-védelmi technológia. Az acélszerkezetek védelme kiterjed a tűzvédelemre, a korrózióvédelemre és a rozsdavédelemre. Általánosságban elmondható, hogy a tűzgátló bevonatkezelés után nem szükséges rozsdamentesítő kezelést végezni, de korróziós gázzal korróziógátló kezelést kell végezni az épületekben. Sokféle háztartási tűzgátló bevonat létezik, mint például a TN sorozat, MC-10 stb. Az MC-10 tűzgátló bevonatok közé tartozik az alkid zománcfesték, a klórozott gumi festék, a fluorgumi festék és a klórszulfonált festék. A kivitelezés során az acélszerkezet típusának, a tűzállósági fokozat követelményeinek és a környezetvédelmi követelményeknek megfelelően kell kiválasztani a megfelelő bevonatot és bevonat vastagságot.
5. Az acélszerkezet céljai és intézkedései:
Az acélszerkezetek tervezése számos műszaki nehézséggel jár, és előmozdítása és alkalmazása során követnie kell a nemzeti és iparági szabványokat. A helyi építésügyi adminisztratív osztályoknak figyelmet kell fordítaniuk az acélszerkezet-mérnöki szakirány kiépítésére, meg kell szervezni a minőségellenőrző csoportok képzését, és időben összegezni a munkagyakorlatokat és az új technológiai alkalmazásokat. A főiskoláknak és egyetemeknek, a tervező részlegeknek és az építőipari vállalkozásoknak fel kell gyorsítaniuk az acélszerkezet-mérnöki technikusok képzését, és elő kell mozdítaniuk az acélszerkezet CAD kiforrott technológiáját. Az akadémiai tömegcsoportnak együtt kell működnie az acélszerkezet-technológia fejlesztésével, kiterjedt tudományos csere- és képzési tevékenységet kell folytatnia itthon és külföldön, valamint aktívan javítania kell az acélszerkezetek tervezésének, gyártásának, építési és szerelési technológiájának általános szintjét, és jutalmazható. a közeljövő.
6. Az acélszerkezet csatlakoztatási módja
Az acélszerkezetekhez háromféle csatlakozási mód létezik: hegesztési csatlakozás, csavarkötés és szegecskötés.
(a), Hegesztési varrat csatlakozás
A hegesztési varrat csatlakozásának célja, hogy az ív által termelt hő által részben megolvasztja az elektródát és a hegesztést, majd lehűlés után hegesztési varrattá kondenzálódjon, hogy a varrat egészét összekapcsolja.
Előnyök: nem gyengül az alkatrészprofil, acél megtakarítása, egyszerű szerkezet, kényelmes gyártás, nagy csatlakozási merevség, jó tömítési teljesítmény, könnyen használható automatikus működés bizonyos körülmények között és magas gyártási hatékonyság.
Hátrányok: Az acél hegesztési varrat közelében lévő hőhatás zónája a hegesztés magas hőmérséklete miatt egyes részeken rideg lehet; a hegesztési folyamat során az acél egyenetlenül eloszló magas hőmérsékletnek és lehűlésnek van kitéve, ami hegesztési maradékfeszültséget és a szerkezet visszamaradt deformációját eredményezi. A teherbírás, a merevség és a teljesítmény bizonyos hatással van; a hegesztett szerkezet nagy merevsége miatt a helyi repedések könnyen az egészre kiterjednek, ha egyszer előfordulnak, különösen alacsony hőmérsékleten. Előfordulhatnak olyan hibák, amelyek csökkentik a fáradási szilárdságot.
(b), Csavarcsatlakozás
A csavaros csatlakozás célja, hogy a csatlakozókat csavarokkal, például rögzítőelemekkel egy testbe csatlakoztassa. Kétféle csavarkötés létezik: a hagyományos csavarkötések és a nagy szilárdságú csavarkötések.
Előnyök: egyszerű építési folyamat és kényelmes telepítés, különösen alkalmas helyszíni beépítésre és csatlakoztatásra, valamint könnyen szétszedhető, alkalmas összeszerelést és szétszerelést igénylő szerkezetekhez és ideiglenes csatlakozásokhoz.
Hátrányok: Összeszereléskor szükséges a lyukak nyitása a lemezen és a lyukak egymáshoz igazítása, ami növeli a gyártási terhelést és nagy gyártási pontosságot igényel; a csavarlyukak gyengítik az alkatrészek keresztmetszetét is, és a csatlakoztatott részeknek gyakran át kell fedniük egymást, vagy kiegészítő csatlakozásokat kell hozzáadni. Lemez (vagy szögacél), így a szerkezet bonyolultabb és több acélba kerül.
(c), Szegecscsatlakozás
A szegecscsatlakozás egy szegecs, melynek egyik végén félkör alakú előregyártott fejű szegecs van, és a szögrudat pirosra égetés után gyorsan behelyezzük az összekötő darab szegfuratába, majd a másik végét szegecssel szegfejbe szegecseljük. pisztolyt, hogy szoros legyen a kapcsolat. szilárd.
Előnyök: a szegecses erőátvitel megbízható, a plaszticitás és a szívósság jó, a minőség könnyen ellenőrizhető és garantálható, nehéz és közvetlenül hordozó dinamikus teherszerkezetekhez is használható.
Hátrányok: A szegecselési folyamat bonyolult, a gyártási munka- és anyagköltség, a munkaintenzitás magas, ezért alapvetően hegesztési és nagyszilárdságú csavarkötések váltották fel.

Az acélszerkezetek csatlakozásainak típusai
7. Hegesztési csatlakozás
(1) Hegesztési módszer
Az acélszerkezeteknél általánosan használt hegesztési módszer az ívhegesztés, ideértve a kézi ívhegesztést, az automatikus vagy félautomata ívhegesztést és az árnyékolt gázhegesztést.
A kézi ívhegesztés az acélszerkezeteknél leggyakrabban alkalmazott hegesztési módszer, egyszerű felszereléssel, rugalmas és kényelmes működéssel. A munkakörülmények azonban rosszak, a gyártási hatékonyság alacsonyabb, mint az automata vagy félautomata hegesztésé, és nagy a hegesztési minőség változékonysága, amely bizonyos mértékben függ a hegesztő műszaki színvonalától.
Az automata hegesztés hegesztési minősége stabil, a varrat belső hibái kisebbek, plaszticitása jó, ütésállósága jó, ami hosszú direkt varratok hegesztésére alkalmas. A félautomata hegesztés alkalmas ívek vagy bármilyen alakú hegesztésre a kézi működtetés miatt. Az automatikus és félautomata hegesztéshez a fő fémhez megfelelő hegesztőhuzalt és folyasztószert kell használni, a hegesztőhuzalnak meg kell felelnie a nemzeti szabványok követelményeinek, és a fluxust a hegesztési eljárás követelményeinek megfelelően kell meghatározni.
A védőgázas hegesztés inert gázt (vagy CO2-t) használ az ív védőközegeként, hogy elkülönítse az olvadt fémet a levegőtől, hogy a hegesztési folyamat stabil maradjon. A védőgázas hegesztés ívmelegítése koncentrált, a hegesztési sebesség gyors, a behatolási mélység nagy, így a varrat szilárdsága nagyobb, mint a kézi hegesztésé. Jó plaszticitás és korrózióállóság, vastag acéllemezek hegesztésére alkalmas.
b) A hegesztési varrat formája
A hegesztési varrat csatlakozási formája négy formára osztható: tompakötés, átlapolt kötés, T-alakú kötés és sarokkötés a csatlakoztatott alkatrészek kölcsönös helyzete szerint. Az ezekhez a csatlakozásokhoz használt hegesztési varratok két alapvető formában léteznek: tompavarratok és sarokvarratok. Az adott alkalmazásnál a csatlakozás erejének, a gyártási, beépítési és hegesztési feltételeknek megfelelően kell kiválasztani.
(C) Hegesztési szerkezet
1. Buttweld
A tompahegesztések közvetlenül, zökkenőmentesen adják át az erőt, és nincs jelentős feszültségkoncentrációjuk, ezért jó mechanikai teljesítménnyel rendelkeznek, és alkalmasak statikus és dinamikus terhelést viselő alkatrészek összekapcsolására. A tompahegesztések magas minőségi követelményei miatt azonban a hegesztési hézag szigorú, és általában gyári kötéseknél alkalmazzák.
2. Filé varrat
A sarokvarratok formája: a sarokvarratok hosszirányuk és a külső erőhatás iránya szerint oszthatók oldalsó sarokvarratokra az erőhatás irányával párhuzamos és az erőhatás irányára merőleges és az erőhatás irányát ferdén metsző elülső sarovarratokra. . ferde sarokvarratok és környező varratok.
A sarokvarrat keresztmetszeti formája közönséges, lapos lejtős és mély behatolású típusra oszlik. Az ábrán látható hf-t a sarokvarrat sarokméretének nevezzük. A közönséges szakasz láboldalának aránya 1:1, ami hasonló egy egyenlő szárú derékszögű háromszöghöz, és az erőátviteli vezeték erősebben meghajlik, így komoly a feszültségkoncentráció. A dinamikus terhelést közvetlenül viselő szerkezetnél az erőátvitel zökkenőmentessé tétele érdekében az elülső sarokvarratnak a lapos lejtős típust kell alkalmaznia, a két sarokél méretaránya 1:1.5 (a hosszú oldalnak követnie kell a belső erő), és az oldalsó sarokvarratnak 1. : 1 mély behatolási arányt kell alkalmaznia.
8. Csavarcsatlakozás
(A). A szokásos csavarkötés szerkezete
A közönséges csavarok formája és specifikációja
Az acélszerkezet általános formája a nagy hatszögletű fejtípus, melynek kódját az M betű, valamint a névleges és átmérő (mm) jelöli. Az M18, M20, M22, M24 általában a mérnöki munkában használatos. A nemzetközi szabványok szerint a csavarokat egységesen a teljesítményfokozatuk képviseli, mint például a „4.6-os fokozat”, „8.8-as fokozat” és így tovább. A tizedesvessző előtti szám a csavar anyagának minimális szakítószilárdságát jelzi, például „4” a 400N/mm2-nél és „8” a 800N/mm2-nél. A tizedespont utáni számok (0.6, 0.8) a csavar anyagának folyásarányát, vagyis a folyáshatár és a minimális szakítószilárdság arányát jelzik.
A csavarok megmunkálási pontossága szerint a hagyományos csavarokat három szintre osztják: A, B és C.
Az A és B osztályú csavarok (finomított csavarok) 8.8-as fokozatú acélból készülnek, szerszámgéppel esztergáltak, sima felülettel és pontos méretekkel, és I. osztályú furatokkal vannak ellátva (vagyis a csavarlyukak a összeszerelt alkatrészek, a furat fala sima, és a lyuk pontos). Nagy megmunkálási pontossága, a furatfallal való szoros érintkezése, kis csatlakozási deformációja és jó mechanikai teljesítménye miatt nagy nyíró- és húzóerővel járó csatlakozásokhoz használható. Gyártása és beépítése azonban munkaigényesebb és költségesebb, ezért acélszerkezetekben kevésbé használják.
A C osztályú csavarok (durva csavarok) 4.6 vagy 4.8 osztályú acélból készülnek, durva megmunkálásúak, és a méretük nem elég pontos. Csak II-es típusú furatok szükségesek (azaz a csavarlyukakat egyszerre egyetlen alkatrészre lyukasztják ki, vagy fúró nélkül fúrják ki. Általában a furat átmérője nagyobb, mint a csavaroké. A rúd átmérője 1-2 mm-rel nagyobb). A nyíróerő átvitelekor a csatlakozás deformációja nagy, de a húzóerő átvitelének teljesítménye továbbra is jó, a művelet nem igényel speciális felszerelést, és alacsony a költség. Általánosan használt csavarkötésekhez feszítő és másodlagos nyíró csatlakozásokhoz statikusan vagy közvetetten dinamikusan terhelt szerkezetekben.
A szokásos csavaros csatlakozások elrendezése
A csavarok elrendezésének egyszerűnek, egységesnek és kompaktnak kell lennie, hogy megfeleljen az erőkövetelményeknek, és a szerkezetnek ésszerűnek és könnyen telepíthetőnek kell lennie. Kétféle elrendezés létezik: egymás melletti és lépcsőzetes (ahogyan az ábrán látható). A párhuzamos egyszerűbb, a lépcsőzetes pedig kompaktabb.
(B). A szokásos csavaros kapcsolatok stresszjellemzői
- Nyírócsavar csatlakozás
- Feszítőcsavar csatlakozás
- Nyírócsavaros csatlakozás
(C). A nagy szilárdságú csavarok igénybevételi jellemzői
A nagy szilárdságú csavarkötések a tervezési és erőkövetelmények szerint súrlódási és nyomási típusokra oszthatók. Amikor a súrlódó kötés nyírásnak van kitéve, a maximális súrlódási ellenállás akkor léphet fel a lemezek között, amikor a külső nyíróerő eléri a határállapotot; amikor a lemezek között relatív csúszás lép fel, a csatlakozás meghibásodott és megsérült. A nyomócsapágykötés nyírásakor a súrlódási erőt leküzdjük és a lemezek közötti relatív csúszás létrejön, majd a külső erő tovább növekedhet, és a csavarnyíró vagy a furatfal csapágynyomásának végső meghibásodása a határállapot.
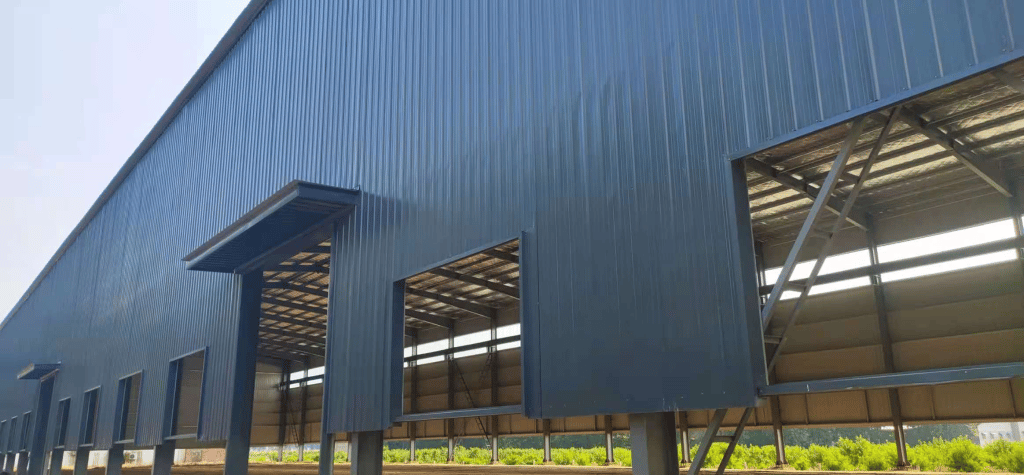
A Henan Steel Structure Engineering Technology Co., Ltd. acélszerkezeti műhelyek, raktárak, műhelyek és egyéb projektek építésére specializálódott, és árajánlatokat, vakolatokat, szerelési rajzokat és egyéb szolgáltatásokat tud nyújtani a költségvetésnek megfelelően. További kérdéseivel forduljon szakmai csapatunkhoz.
Ajánlott olvasmányok





















































Lépjen kapcsolatba velünk >>
Kérdései vannak, vagy segítségre van szüksége? Mielőtt elkezdené, tudnia kell, hogy szinte minden előregyártott acélépület személyre szabott.
Mérnöki csapatunk a helyi szélsebesség, esőterhelés, lhossz*szélesség*magasságés egyéb további lehetőségek. Vagy követhetjük a rajzait. Kérem, mondja el igényét, a többit mi megoldjuk!
Használja az űrlapot, és a lehető leggyorsabban felvesszük Önnel a kapcsolatot.
A szerzőről: K-HOME
K-home Steel Structure Co., Ltd területe 120,000 négyzetméter. Foglalkozunk tervezéssel, projekt költségvetéssel, gyártással és PEB acélszerkezetek szerelése és másodfokú generálkivitelezői képesítéssel rendelkező szendvicspanelek. Termékeink a könnyű acélszerkezetekre terjednek ki, PEB épületek, alacsony költségű panelházak, konténerházak, C/Z acél, különböző típusú színes acéllemezek, PU szendvicspanelek, eps szendvicspanelek, kőzetgyapot szendvicspanelek, hűtőkamra panelek, tisztító lemezek és egyéb építőanyagok.