Պողպատի մշակման մեջ կան բազմաթիվ եռակցման մեթոդներ, բայց աղեղ հիմնականում օգտագործվում է զոդում. Քանի որ աղեղային եռակցման սարքավորումները պարզ են, աշխատողների համար հեշտ է աշխատել, և եռակցման որակը հուսալի է, կան բազմաթիվ առավելություններ:
Աղեղային եռակցումը կարելի է բաժանել ձեռքով աղեղային զոդում, ավտոմատ կամ կիսաավտոմատ սուզվող աղեղային զոդում և գազով պաշտպանված զոդում ըստ աշխատանքի ավտոմատացման աստիճանի և եռակցման ժամանակ հալած մետաղը պաշտպանելու համար օգտագործվող նյութի տեսակին:
Այնուհետեւ հետեւյալն են այս պողպատե կառույցների եռակցման մեթոդները.
Լրացուցիչ ընթերցանություն. Welded Splice Joint պողպատե կառուցվածքում

3 տեսակի Arc զոդում
1. Ձեռնարկ աղեղային զոդում
Աղեղի ջերմության վրա հենվելու մեթոդը կոչվում է աղեղային զոդում։ Ձեռքով աղեղային եռակցումը ձեռքով եռակցման գավազանով աղեղային եռակցման տեսակ է, որը սովորաբար օգտագործվում է պողպատե կառույցների եռակցման մեջ:
Եռակցումը և էլեկտրոդը երկու էլեկտրոդ են, որոնք ստեղծում են աղեղ, աղեղը մեծ ջերմություն է առաջացնում, եռակցումը և հալված էլեկտրոդը, էլեկտրոդի ծայրը հալվում է կաթիլ առաջացնելու համար, անցում դեպի հալված եռակցման հիմնական մետաղի միաձուլմանը: , ավազանի առաջացումը և բարդ ֆիզիկամետաղական ռեակցիաների շարքը։ Երբ աղեղը շարժվում է, հեղուկ հալած ավազանը աստիճանաբար սառչում է և բյուրեղանում՝ ձևավորելով զոդում:
Բարձր ջերմաստիճանի ազդեցության տակ, պողպատե ամրացված հալված խարամի վրա էլեկտրոդի ծածկույթում սառը, ծածկելով մետաղի հալած ավազանի մակերեսը, այն կարող է ոչ միայն պաշտպանել մետաղի հալած ավազանի բարձր ջերմաստիճանը և թթվածնի և վնասակար ռեակցիան: ազոտը օդում, և կարող է նաև մասնակցել հալված լողավազանի քիմիական ռեակցիային և հոսող համաձուլվածքին և այլն, մետաղի մակերեսի սառեցման և ամրացման մեջ, ձևավորել պաշտպանիչ խարամ կեղև:

2. Ավտոմատ կամ կիսաավտոմատ սուզվող աղեղային զոդում
Ավտոմատ ընկղմված աղեղային եռակցումը գերազանցում է ձեռքով եռակցումը աղեղի ջերմության կոնցենտրացիայի պատճառով, ուստի այն ունի մեծ ներթափանցման խորություն, եռակցման միատեսակ որակ, ավելի քիչ ներքին թերություններ, լավ պլաստիկություն և հարվածային ամրություն: Կիսաավտոմատ սուզվող աղեղային եռակցման որակը գտնվում է ավտոմատ սուզվող աղեղային եռակցման և ձեռքով եռակցման միջև:
Բացի այդ, ավտոմատ կամ կիսաավտոմատ սուզվող աղեղային զոդումն ունի եռակցման բարձր արագություն, բարձր արտադրության արդյունավետություն, ցածր գնով և լավ աշխատանքային պայմաններ: Այնուամենայնիվ, դրանց կիրառումը սահմանափակվում է նաև իր պայմաններով, քանի որ եռակցողը պետք է շարժվի եռակցման ուղեցույցի երկայնքով, ուստի պետք է լինեն որոշակի աշխատանքային պայմաններ:
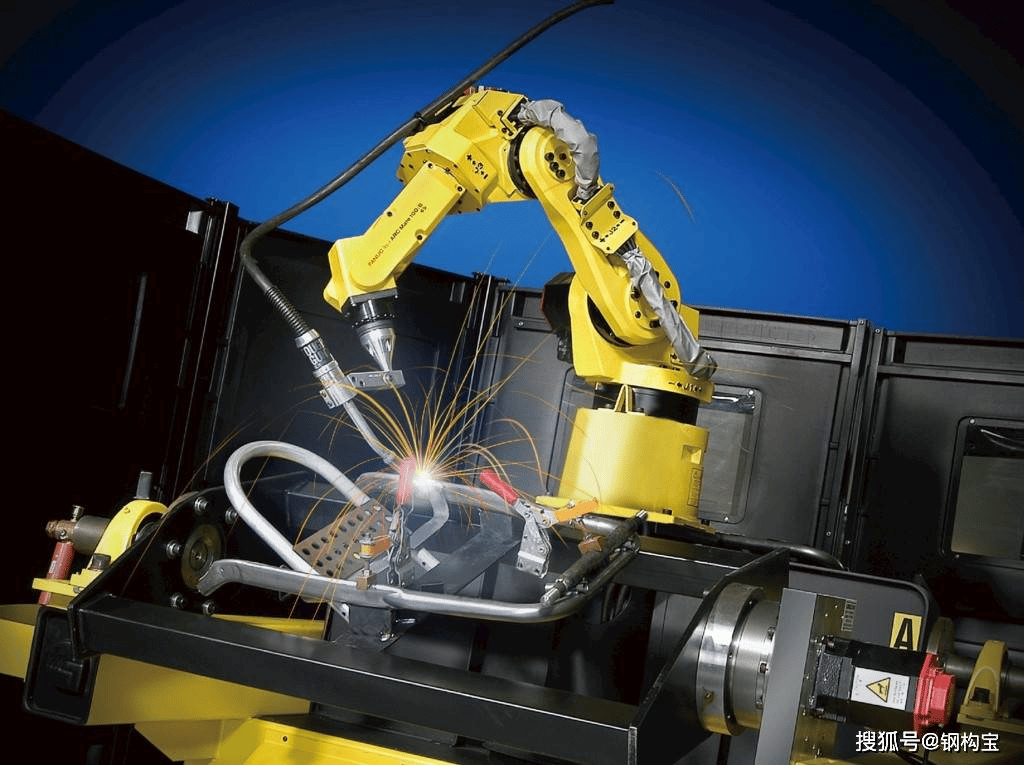
3. Գազով պաշտպանված զոդում
Հայտնի է նաև որպես միաձուլված գազի աղեղային զոդում, CO2 կամ իներտ գազը օգտագործվում է աղեղի շուրջ տեղական պաշտպանիչ շերտ ստեղծելու համար՝ կանխելու վնասակար գազերի ներխուժումը և ապահովելու եռակցման գործընթացի կայունությունը:
Ամբողջ դիրքի եռակցում, լավ որակ, արագ հալման արագություն, բարձր արդյունավետություն, էներգախնայողություն, եռակցումից հետո եռակցման խարամը հեռացնելու կարիք չկա, սակայն հարկ է նշել, որ եռակցման ժամանակ պետք է ուշադրություն դարձնել քամուց խուսափելու համար:
Եռակցման նյութեր
Եռակցման նյութերը ներառում են էլեկտրոդներ, մետաղալարեր, մետաղի փոշի, հոսք, գազ և այլն:
եռակցման գավազան
Մետաղական շերտ, որը լցնում է եռակցողի միացումը գազով կամ էլեկտրական եռակցման ժամանակ։ Էլեկտրոդը սովորաբար պատրաստված է նույն նյութից, ինչպիսին է աշխատանքային մասը: Էլեկտրոդը հալեցման էլեկտրոդ է ծածկույթով էլեկտրոդի աղեղային եռակցման համար, որը կազմված է ծածկույթից և եռակցման միջուկից։
եռակցման մետաղալար
Հաղորդալարը մետաղալարերի եռակցման նյութ է, որն օգտագործվում է կամ որպես լցնող մետաղ կամ որպես էլեկտրական հաղորդիչ: Գազի եռակցման և վոլֆրամի գազով պաշտպանված աղեղային եռակցման ժամանակ եռակցման մետաղալարն օգտագործվում է որպես լցնող մետաղ; Սուզվող աղեղային եռակցման, esG եռակցման և մեկ այլ գազով պաշտպանված աղեղային եռակցման ժամանակ եռակցման մետաղալարը և՛ լցավորող մետաղն է, և՛ հաղորդիչ էլեկտրոդը: Եռակցման մետաղալարի մակերեսը պատված չէ հակաօքսիդիչ հոսքով:
Մետաղական փոշի
Մետաղական փոշին վերաբերում է մետաղական մասնիկների խմբին, որի չափը 1 մմ-ից պակաս է: Մեկ մետաղի փոշին, համաձուլվածքի փոշին և մետաղական հատկություններով որոշ հրակայուն միացությունների փոշին փոշու մետալուրգիայի հիմնական հումքն է։
Արտահոսել
Flux-ը, որը նաև կոչվում է զոդող նյութ, ունի լայն սահմանում, ներառյալ հալած աղը, օրգանական նյութերը, ակտիվ գազը, մետաղական գոլորշին և այլն, այսինքն, բացի հիմնական մետաղից և զոդումից, ընդհանուր առմամբ վերաբերում է երրորդ տեսակի նյութին, որն օգտագործվում է նվազեցնել միջերեսի լարվածությունը հիմնական մետաղի և զոդի միջև:
Գազ
Գազը նյութի չորս հիմնական վիճակներից մեկն է (մյուս երեքը՝ պինդ, հեղուկ և պլազմա)։ Գազերը կարող են կազմված լինել մեկ ատոմից (օրինակ՝ ազնիվ գազեր), մեկ տարրի տարրական մոլեկուլներից (օրինակ՝ թթվածին), բազմաթիվ տարրերի բաղադրյալ մոլեկուլներից (օրինակ՝ ածխաթթու գազ) և այլն։

Պայման և պահանջներ
Եռակցողները պետք է որակավորվեն վերապատրաստման միջոցով և ստանան որակավորման վկայականներ՝ նախքան եռակցման աշխատանքներ իրականացնելը:
Կարևոր կառուցվածքային մասերի կարևոր եռակցման համար եռակցման երկու ծայրերը կամ եռակցման եռակցման կետերը պետք է դրոշմված լինեն եռակցման ծածկագրով:
Եռակցումից առաջ եռակցման մասերը պետք է մաքրվեն եռակցման մակերևույթի մոտ գտնվող կեղտից, ինչպիսիք են օքսիդի կեղևը, յուղը, հակակոռուպցիոն ներկը և այլն:
Ցելսիուսի զրոյից ցածր եռակցման ժամանակ պետք է պահպանել հետևյալ պայմանները.
- Համոզվեք, որ եռակցումը կարող է ազատորեն նեղանալ եռակցման ընթացքում.
- մի օգտագործեք ծանր մուրճ՝ եռակցված կառուցվածքային մասերին հարվածելու համար.
- Եռակցումից առաջ հեռացրեք ամբողջ սառույցը և ձյունը եռակցված կառուցվածքային մասերի վրա.
- Նախքան եռակցումը, նախապես տաքացրեք դրույթների համաձայն, կոնկրետ ջերմաստիճանը որոշվում է ըստ գործընթացի փորձարկման:
Նախքան եռակցման պետք է preheated ըստ դրույթների, պետք է կնքված եռակցման մայր տախտակ (վեբ), rib ափսե, միջնորմ վերջը (հաստության ուղղությունը) եւ միակցիչ ենթարկվում վերջ բացը;
Ստուգումն անցնելուց հետո պողպատե կոնստրուկցիայի թաքնված մասերը պետք է եռակցվեն, ծածկվեն և կնքվեն:
Երկկողմանի ետնամասի եռակցումը պետք է ընտրի եռակցման արմատը, ընտրեք եռակցման արմատը կարող է օգտագործել օդաճնշական թիակ, ածխածնային աղեղային եռակցման, գոգման և մեխանիկական մշակման մեթոդներ:

Բազմաշերտ եռակցումը պետք է եռակցվի անընդհատ, և եռակցումից հետո յուրաքանչյուր շերտ պետք է մաքրվի և ստուգվի, իսկ թերությունները պետք է հեռացվեն եռակցումից առաջ:
Եռակցման գործընթացում օգտագործեք հարթ եռակցման դիրք, որքան հնարավոր է:
Եռակցման ժամանակ չպետք է օգտագործվի կեղևավորված կամ ժանգոտված եռակցման միջուկով էլեկտրոդը և խոնավ ագլոմերացիայով հոսքը և հալված խարամի կեղևը. Եռակցման մետաղալարն ու եռակցման մեխը օգտագործելուց առաջ պետք է մաքրել յուղից և ժանգից։
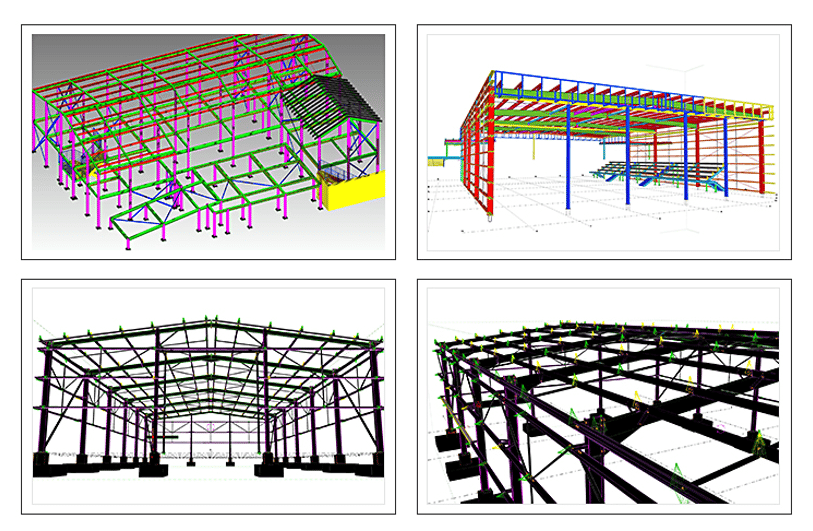
Հետագա ընթերցում. Պողպատե կառուցվածքների տեղադրում և ձևավորում
Պողպատի, եռակցման նյութերի, եռակցման մեթոդների, հետեռակցման ջերմամշակման և այլնի առաջին օգտագործման շինարարական միավորը պետք է իրականացնի եռակցման գործընթացի գնահատում, գրի գործընթացի գնահատման հաշվետվություն և որոշի եռակցման գործընթացը՝ ըստ գնահատման հաշվետվության:
Եռակցման դադարեցման եռակցման ժամանակը ավելի քան 6 ամիս է, պետք է վերագնահատվի:
Եռակցումը, եռակցողները պետք է համապատասխանեն եռակցման գործընթացին, այլ ոչ թե ազատ եռակցման և աղեղի վրա հիմնային մետաղի վրա զոդման բշտիկից դուրս:
Եռակցման միացում, t-աձև միացում, անկյունային միացում, խաչաձև հոդային եռակցման և հետնամասի և անկյունային միացությունների համակցված զոդում, պետք է տեղադրվեն եռակցման աղեղի և կապարի ափսեի երկու ծայրերում, նյութը և ակոսային ձևը պետք է լինեն նույնը, ինչ եռակցումը:
Աղեղի մեկնարկի և կապարի եռակցման երկարությունը. սուզվող աղեղային եռակցումը պետք է լինի 50 մմ-ից ավելի, ձեռքով աղեղով եռակցումը և գազով պաշտպանված եռակցումը պետք է լինի ավելի քան 20 մմ: Եռակցումից հետո գազային կտրումը պետք է օգտագործվի աղեղը և կապարի թիթեղը կտրելու համար, իսկ փայլեցված հարթությունը չպետք է տապալվի մուրճով:
Եռակցման ճաքերը, եռակցողները չպետք է աշխատեն առանց թույլտվության, պետք է պարզեն պատճառը, սահմանեն վերանորոգման գործընթացը կարող է մշակվել: Եռակցման նույն հատվածի վերանորոգման քանակը չպետք է գերազանցի երկու անգամ: Երբ կատարվում է ավելի քան երկու անգամ, վերանորոգման գործընթացը պետք է իրականացվի վերանորոգման գործընթացի համաձայն:
Եռակցումից հետո եռակցողը պետք է մաքրի եռակցման մակերևույթի խարամը և երկու կողմից ցողունը և ստուգի եռակցման տեսքի որակը: Ստուգումն անցնելուց հետո եռակցողի պողպատե նշանը պետք է կատարվի գործընթացում նշված եռակցման կարի մասի վրա:
Ածխածնային կառուցվածքային պողպատը պետք է սառչի մինչև եռակցման միջավայրի ջերմաստիճանը, իսկ ցածր լեգիրված կառուցվածքային պողպատը պետք է եռակցվի եռակցման ստուգումից 24 ժամ առաջ:
PEB Steel Building




Այլ լրացուցիչ հավելվածներ










ՀՏՀ-ների ստեղծում
- Ինչպես նախագծել պողպատե շենքի բաղադրիչներ և մասեր
- Որքա՞ն արժե պողպատե շենքը
- Նախաշինարարական ծառայություններ
- Ինչ է պողպատե պորտալի շրջանակված շինարարությունը
- Ինչպես կարդալ կառուցվածքային պողպատե գծագրեր
Ձեզ համար ընտրված բլոգեր
- Պողպատե կառուցվածքի պահեստի արժեքի վրա ազդող հիմնական գործոնները
- Ինչպես են պողպատե շենքերը օգնում նվազեցնել շրջակա միջավայրի վրա ազդեցությունը
- Ինչպես կարդալ կառուցվածքային պողպատե գծագրեր
- Արդյո՞ք մետաղական շենքերն ավելի էժան են, քան փայտե շենքերը:
- Գյուղատնտեսական օգտագործման համար մետաղական շինությունների առավելությունները
- Ընտրելով ճիշտ վայրը ձեր մետաղական շենքի համար
- Պատրաստված պողպատե եկեղեցու պատրաստում
- Պասիվ Բնակարան և Մետաղ – Պատրաստված են միմյանց համար
- Մետաղական կոնստրուկցիաների կիրառություն, որոնք դուք գուցե չգիտեիք
- Ինչու՞ է ձեզ հարկավոր հավաքովի տուն
- Ի՞նչ պետք է իմանաք պողպատե կոնստրուկցիաների արտադրամաս նախագծելուց առաջ:
- Ինչու՞ պետք է ընտրել պողպատե շրջանակի տուն փայտե շրջանակի տան փոխարեն
Կապ մեզ հետ >>
Հարցեր ունե՞ք կամ օգնության կարիք ունեք: Նախքան սկսելը, դուք պետք է իմանաք, որ գրեթե բոլոր հավաքովի պողպատե շենքերը հարմարեցված են:
Մեր ինժեներական թիմը այն կնախագծի ըստ տեղական քամու արագության, անձրևի բեռի, լերկարություն * լայնություն * բարձրություն, և այլ լրացուցիչ տարբերակներ: Կամ մենք կարող ենք հետևել ձեր նկարներին: Խնդրում եմ, ասեք ինձ ձեր պահանջը, և մենք կանենք մնացածը:
Օգտագործեք ձևը՝ կապ հաստատելու համար, և մենք հնարավորինս արագ կապ կհաստատենք ձեզ հետ:
Հեղինակի մասին K-HOME
K-home Steel Structure Co., Ltd զբաղեցնում է 120,000 քմ տարածք։ Մենք զբաղվում ենք դիզայնով, նախագծի բյուջեով, պատրաստմամբ և PEB պողպատե կոնստրուկցիաների տեղադրում և երկրորդ կարգի ընդհանուր պայմանագրային որակավորում ունեցող սենդվիչ պանելներ։ Մեր արտադրանքը ներառում է թեթև պողպատե կոնստրուկցիաներ, PEB շենքերը, էժան հավաքովի տներ, կոնտեյներային տներ, C/Z պողպատ, գունավոր պողպատե թիթեղների տարբեր մոդելներ, PU սենդվիչ պանելներ, eps սենդվիչ վահանակներ, քարաբուրդ սենդվիչ վահանակներ, սառը սենյակի պանելներ, մաքրող թիթեղներ և այլ շինանյութեր։