Kontrol Kualitas Produksi Struktur Baja
Pemotongan gas (pemotongan bantalan atau pemotongan api) sebaiknya berupa pemotongan CNC, pemotongan presisi, dan pemotongan semi-otomatis. Jika pemotongan di atas digunakan tanpa syarat, pemotongan manual dapat digunakan, dan alat bantu seperti pembuatan cetakan harus digunakan. Pada saat yang sama, 3-Kelonggaran pemesinan 4mm dikerjakan atau dihaluskan dengan roda gerinda.
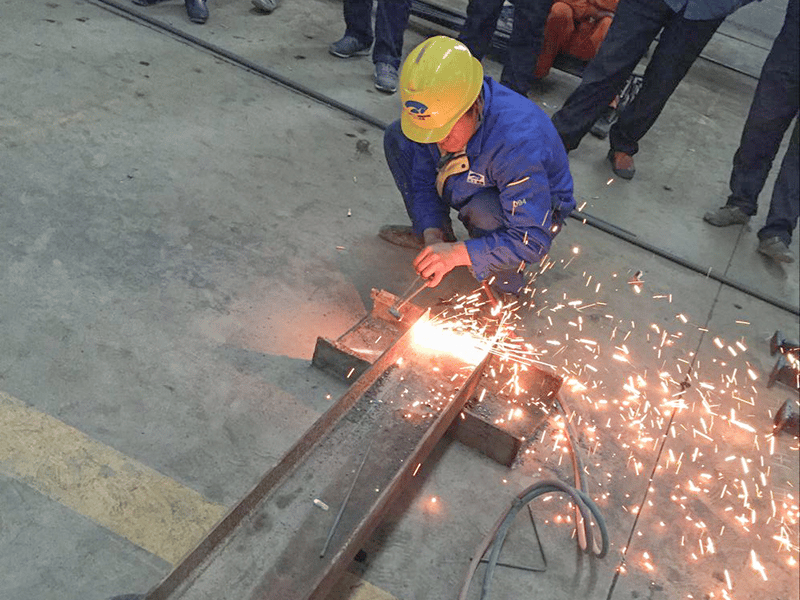
Untuk bagian pelat baja berbentuk strip, celah panjang di kedua sisi harus dipotong dengan gas secara bersamaan untuk mencegah deformasi pedang. Ketika pengelasan gas tanpa syarat dilakukan pada saat yang sama, pemotongan gas tersegmentasi harus digunakan, dan untuk sementara tersisa 30-50 mm di antara kedua ujung celah dan di antara segmen. Setelah garitan dingin, potong 30-50mm di seluruh bagiannya.
Pemotongan gas harus dilakukan pada platform khusus, dan harus ada kontak linier atau titik antara platform dan pelat baja yang akan dipotong. Semua komponen utama, kecuali ditentukan lain dalam gambar desain, tidak boleh disambung dengan bahan pendek.
Semua baja harus diperiksa ulang sesuai dengan ketentuan spesifikasi terkait sebelum digunakan. Jika terjadi deformasi, dll, metode tersebut harus diluruskan dan dikoreksi tanpa merusak baja. Menghubungkan struktur baja yang kompleks harus dirakit terlebih dahulu.
Untuk penyimpangan yang diperbolehkan dalam pengelasan, pembuatan lubang, dan perakitan komponen struktur baja, silakan mengacu pada “Peraturan Baja Tinggi” dan “Peraturan Inspeksi”. Lokasi titik penyambungan komponen besar harus disetujui oleh unit desain.
Pelajari Lebih Lanjut Tentang Mempengaruhi Harga/Biaya Bangunan Baja
Kontrol Kualitas Konstruksi Pengelasan Struktur Baja
Perlakuan panas pra-pengelasan dan pasca-las: Untuk pengelasan yang memerlukan perlakuan panas pra-las dan pasca-las, suhu pemanasan awal atau suhu pasca-pemanasan harus sesuai dengan standar nasional yang relevan saat ini atau ditentukan oleh tes proses.
Area tersebut berada di kedua sisi manik las, dan lebar masing-masing sisi harus lebih dari 1.5 kali ketebalan lasan, dan tidak boleh kurang dari 100 mm; perlakuan pasca panas harus dilakukan segera setelah pengelasan, dan waktu penahanan harus ditentukan sesuai dengan ketebalan pelat, 1 jam per ketebalan pelat 25mm.

Dilarang keras memulai busur pada logam tidak mulia di luar zona las. Area lokal busur yang dimulai pada alur harus dilas satu kali, dan tidak ada kawah busur yang tersisa.
Lasan multi-lapisan harus dilas terus menerus, dan setiap lapisan lasan harus dibersihkan tepat waktu setelah pengelasan.
4Baja struktural karbon harus didinginkan hingga suhu sekitar saat pengelasan, dan baja paduan rendah harus menjalani pemeriksaan non-destruktif pada lasan 24 jam setelah pengelasan selesai.
Dalam pengelasan pelat tebal dan sambungan fillet dengan ketebalan lebih dari 20 mm, unit konstruksi (termasuk unit produksi dan instalasi harus mengambil semua tindakan yang diperlukan untuk mencegah robekan laminar pada arah ketebalan.
Selain itu, bila ketebalan pelat ≥ Bila ketebalannya 30mm, untuk mencegah robeknya lapisan pada arah ketebalan, sebelum pengelasan, deteksi cacat ultrasonik harus dilakukan pada area 2 kali ketebalan pelat ditambah 30mm pada kedua sisi. dari garis tengah las logam dasar. Tidak boleh ada retakan, interlayers dan Cacat seperti delaminasi.
Apabila pelat penyangga desa digunakan untuk pengelasan, selain ukuran celah pada akar alur pengelasan yang harus memenuhi persyaratan desain, pelat penyangga dan lasan harus dipasang erat agar aliran pengelasan dapat larut ke dalam. pelat belakang, dan memenuhi persyaratan berikut:
- Persyaratan teknis pelat pendukung harus sama dengan bahan las.
- Metode perlakuan awal pada pelat pendukung harus sama dengan metode pada komponen yang dilas.
- Setelah pengelasan selesai, pelat pendukung dilepas dengan cara dipotong. Bagian asli sambungan antara komponen dan pelat pendukung harus dihaluskan dan diperiksa apakah ada keretakan.
Saat mengelas bagian yang tertanam, tindakan seperti elektroda tipis, arus rendah, pelapisan, dan pengelasan interval harus digunakan untuk mengontrol suhu seluruh bagian yang tertanam untuk menghindari luka bakar dan koagulasi.
Saat mengelas di sekitar tiga sisi dan di sekitar fillet, sudut-sudutnya harus dilas terus menerus. Anggota struktural baja tidak boleh dilas di bawah tekanan. Pengelasan harus sebisa mungkin menghindari tumpang tindih satu sama lain.
Pengendalian Mutu Konstruksi Rekayasa Instalasi Struktur Baja
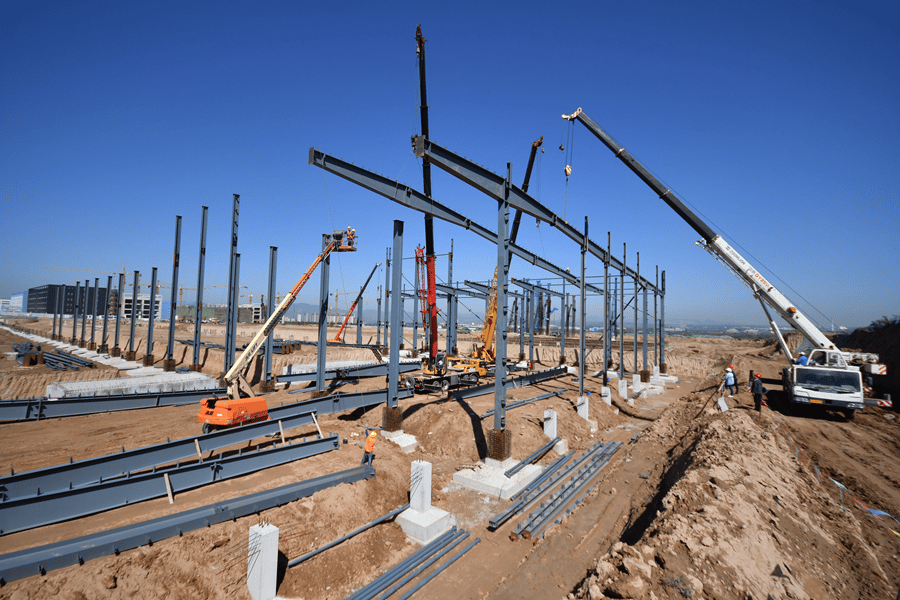
- Saat mengangkat kolom baja bagian, gunakan metode pengangkatan dua titik. Setelah pengangkat dipasang dan dipasang, penyangga sementara diberikan untuk mencegahnya miring oleh angin atau gaya luar lainnya.
- Struktur baja harus memiliki sertifikat kualitas produk ketika memasuki lokasi, dan subproyeknya seperti sambungan pengelasan, sambungan pengikat, dan produksi komponen baja harus memenuhi syarat.
- Periksa stabilitas pengangkatan komponen, pilih mesin pengangkat secara wajar, dan tentukan rencana pengangkatan yang ekonomis dan layak.
- Struktur baja harus memenuhi persyaratan dan spesifikasi desain. Deformasi struktur baja dan terkelupasnya lapisan yang disebabkan oleh pengangkutan, penumpukan, pengangkatan, dll. Harus diperbaiki dan diperbaiki.
- Untuk pemasangan komponen rangka multi-lapis atau bertingkat tinggi, setelah pengangkatan setiap lapisan selesai, harus diperbaiki sesuai dengan catatan penerimaan perantara dan data pengukuran, dan pabrikan harus diberitahu untuk menyesuaikan panjang komponen tersebut. jika diperlukan.
- Untuk node yang harus rapat dalam desain, kedua bidang yang bersentuhan harus berada 70% dekat satu sama lain dan diperiksa dengan pengukur rasa 0.3 mm. Kesenjangan maksimum antara tepi tidak boleh lebih besar dari 0.8 mm.
- Posisi tanduk harus menjamin kekakuan bagian bawah kolom, dan susunan tanduk harus memungkinkan kolom atau alas menahan beban tambahan.
- Sumbu posisi setiap kolom harus diarahkan langsung dari garis kendali tanah, bukan dari sumbu kolom bawah; elevasi lantai struktur harus dikontrol sesuai dengan elevasi relatif atau elevasi desain.
- Setelah satuan kekakuan ruang terbentuk, celah antara pelat dasar kolom dan permukaan pondasi harus segera diganti dengan beton batu halus dan material grouting.
- Ketika struktur baja diangkut, ditumpuk dan dipasang, stabilitas struktur harus terjamin, dan struktur tidak boleh mengalami deformasi permanen.
- Di antara komponen baja yang dihubungkan dengan baut berkekuatan tinggi, reaming tidak diperbolehkan sesuka hati, dan reaming pemotongan gas sangat dilarang. 12. Untuk keakuratan pemasangan dan kesalahan komponen yang diperbolehkan, silakan lihat “Peraturan Baja Tinggi”, “Peraturan Baja” dan “Peraturan Inspeksi”.
- Baut yang sudah tertanam: Selama proses penuangan, perlu dipastikan bahwa baut pondasi tetap pada tempatnya. Pada semua tahap konstruksi, tindakan harus diambil untuk melindungi baut, benang dan mur dari kerusakan, korosi dan kontaminasi. Pelindung baut yang ditanam di pondasi harus tetap bersih dan bebas dari serpihan.
- Grouting: Grouting pada pelat bawah dasar kolom harus dilakukan setelah struktur telah lulus uji kesejajaran, kerataan dan vertikalitas, mempunyai dukungan yang cukup, dan dihubungkan secara akurat dan kuat dengan bagian penghubung permanen. Ruang di bawah pelat dasar harus dilepas dan dibersihkan sebelum dipasang. Nat komersial harus disiapkan, dicampur, dan digrout sesuai dengan instruksi pabrik. Tes harus dilakukan jika perlu.
- Saat memasang kolom baja berprofil, kendalikan kerataan dan kekompakan kaki kolom, kencangkan baut tiang, dan kuasai vertikalitas kolom baja berprofil.
Bacaan Lebih Lanjut: Instalasi & Desain Struktur Baja
Kontrol Kualitas Konstruksi Anti Korosi Struktur Baja:
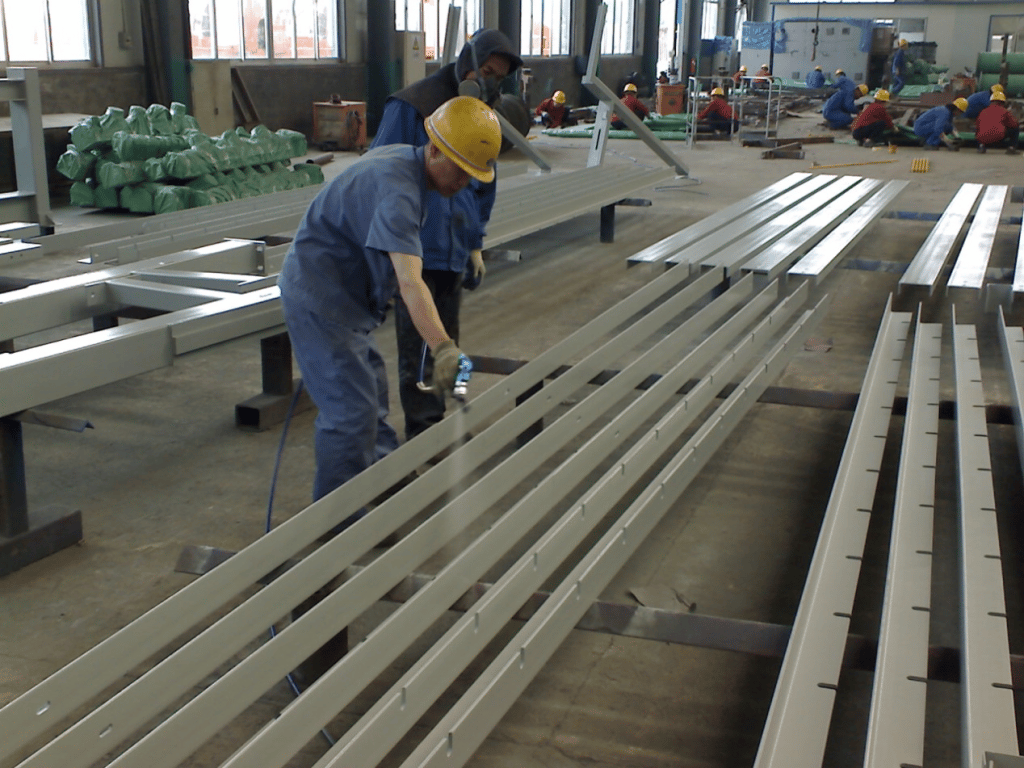
Sebelum struktur baja dicat, gerinda, karat, kerak oksida, noda minyak dan sisa-sisa pada permukaan komponen harus dihilangkan seluruhnya, dan karat harus dihilangkan secara menyeluruh dengan sandblasting, shot blasting, dll. Cat di tempat dan penghilangan karat dapat dilakukan dengan motor listrik. , Alat penghilang karat pneumatik menghilangkan karat secara menyeluruh, setelah penghilangan karat permukaan baja memenuhi syarat, alat tersebut harus dicat dalam batas waktu yang diperlukan.
Untuk part yang sudah di primer anti karat namun terdapat kerusakan, karat, terkelupas dan lain-lain, dan bagian yang belum di primer anti karat sebaiknya dirawat dengan cat touch-up. Persyaratan spesifiknya adalah: gunakan primer kaya seng epoksi sebagai primer anti karat perbaikan, kemudian sesuai lokasinya, buatlah sealer, cat tengah, dan lapisan atas secara berurutan.
Setelah baut yang disambung di lokasi disekrup, cat anti karat harus diaplikasikan sesuai dengan persyaratan desain. Untuk baut yang digunakan di udara terbuka atau di lingkungan media korosif, selain mengaplikasikan cat anti karat, sambungan pelat penghubung harus ditutup dengan salep atau dempul tepat waktu.
Pengendalian Mutu Konstruksi Struktur Baja-Beton:

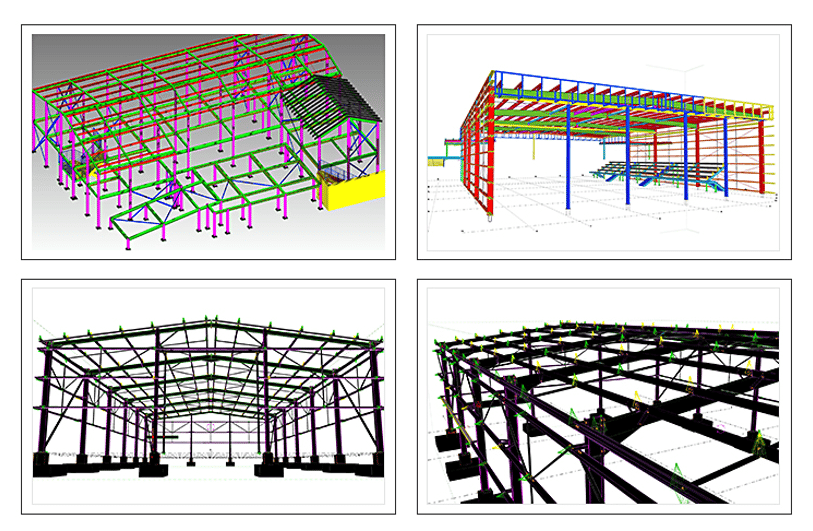
Untuk mengatasi kontradiksi spasial antara baja berprofil dan batang baja pada sambungan balok dan kolom pada rangka baja-beton berprofil, sehingga dapat mewujudkan kesinambungan dan penetrasi batang utama pada kolom dari bawah ke atas dan menjamin integritasnya, balok dan kolom baja yang diprofilkan perlu diproses sebelum diproses.
Lakukan desain detail posisi perforasi batang baja: Selain itu, untuk menggunakan baut tarik pada saat bekisting ditopang, harus dilakukan desain detail posisi mata baut tarik pada kolom baja.
Sebelum pemasangan struktur baja, sumbu posisi bangunan, sumbu pondasi dan posisi serta elevasi baut jangkar harus diperiksa, dan pondasi harus diuji dan prosedur serah terima dan penerimaan harus dilakukan.
Kekuatan beton pondasi harus memenuhi persyaratan desain sebelum pemasangan; titik acuan tanda sumbu pondasi dan elevasinya harus akurat dan lengkap; pemasangan kolom baja berprofil: kendalikan ketinggian, kendalikan vertikalitas, kendalikan posisi, posisi baut jangkar dan permukaan penyangga harus akurat.
Pelat penyangga pelat baja yang digunakan dalam pemasangan kolom baja berprofil harus dipasang di bawah pelat bawah kaki kolom dekat dengan baut jangkar, dan dua kelompok pelat penyangga harus disusun di sisi setiap baut tiang. Kontak antara pelat pendukung dan permukaan dasar serta permukaan bawah kolom harus rata dan rapat. Sebelum memasang pelat bawah dasar kolom, pelat pendukung harus dilas dan diperbaiki.
Tulangan utama kolom baja bertulang harus dimasukkan secara ketat sesuai dengan hasil desain rinci posisi tulangan utama. Harus dipastikan bahwa posisi tulangan utama yang melewati pelat flensa balok baja berprofil akurat, dan vertikalitas bagian tulangan ini diperlukan selama seluruh proses konstruksi kolom.
Saat memasang tulangan utama melalui balok baja berprofil atau pelat flensa korbel penyangga baja, terlebih dahulu lewati tulangan yang akan disambung melalui lubang tulangan dari bawah ke atas, kemudian gunakan selongsong khusus untuk menyambung dengan tulangan bawah.
Sengkang pada sambungan rangka baja-beton berprofil hanya dapat diolah menjadi selongsong terbuka karena pengaruh balok baja berprofil dan jaring korbel penyangga baja. Pengelasan pra-solder pabrik.
Pada saat pengolahan pelat baja penahan pada bagian atas kolom, perlu dilakukan pencadangan lubang tulangan sesuai dengan hasil desain pendalaman susunan tulangan utama. Lasan harus diisi dengan celah antara lubang yang disediakan dan tulangan, dan bagian atas lasan harus rata dengan permukaan atas pelat jangkar;
Pertimbangkan dengan cermat panjang bahan mentah, buatlah bahan yang masuk akal, dan kendalikan jumlah sambungan batang baja di bagian yang sama untuk memenuhi persyaratan spesifikasi.
Posisi sambungan batang baja, jarak sengkang, dan sudut kait sengkang harus memenuhi persyaratan spesifikasi dan desain konstruksi, dan penerimaan tersembunyi harus dilakukan.
Sebelum kolom ditopang, kawat harus dimunculkan pada permukaan bawah, dan posisi kolom harus dipusatkan, dan posisi tulangan kolom harus diperbaiki.
Penuangan beton Karena padatnya tulangan di sekitar baja bagian dan pengaruh balok baja bagian di bagian atas kolom, sulit untuk dituang dengan beton biasa. Pemilihan beton self-compacting dengan sifat self-leveling dan self-compacting dapat menjamin kualitas konstruksi.
Kecepatan penuangan beton tidak boleh terlalu cepat, ketinggian abu harus dikontrol sekitar 0.5m setiap kali, dan interval waktu antara dua kali abu harus dikontrol sekitar 15 menit.
Pada saat menuang beton, gunakan palu karet untuk memukul bagian luar bekisting, terutama keempat sudut kolom, untuk memeriksa apakah beton dituangkan dengan rapat, dan berguna untuk menghilangkan pori-pori di dalam beton.
Hubungi kami >>
Ada pertanyaan atau butuh bantuan? Sebelum kita mulai, Anda harus tahu bahwa hampir semua bangunan baja prefabrikasi disesuaikan.
Tim teknik kami akan merancangnya sesuai dengan kecepatan angin lokal, beban hujan, lpanjang*lebar*tinggi, dan opsi tambahan lainnya. Atau, kami dapat mengikuti gambar Anda. Tolong beritahu saya kebutuhan Anda, dan kami akan melakukan sisanya!
Gunakan formulir untuk menghubungi Anda dan kami akan menghubungi Anda sesegera mungkin.
Tentang Penulis: K-HOME
K-home Struktur Baja Co., Ltd meliputi area seluas 120,000 meter persegi. Kami terlibat dalam desain, anggaran proyek, fabrikasi, dan pemasangan struktur baja PEB dan panel sandwich dengan kualifikasi kontraktor umum kelas dua. Produk kami mencakup struktur baja ringan, bangunan PEB, rumah prefabrikasi berbiaya rendah, rumah kontainer, baja C/Z, berbagai model pelat baja warna, panel sandwich PU, panel sandwich eps, panel sandwich wol batu, panel ruang dingin, pelat pemurnian, dan bahan konstruksi lainnya.