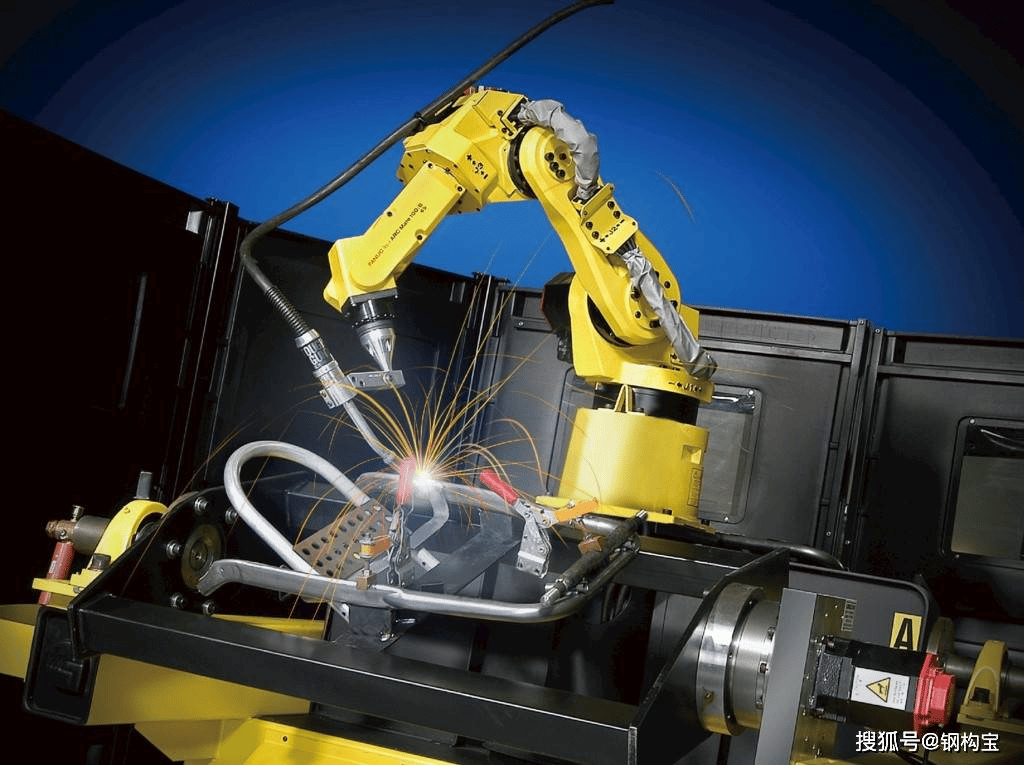
ਸਟੀਲ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਬਹੁਤ ਸਾਰੇ ਵੈਲਡਿੰਗ ਢੰਗ ਹਨ, ਪਰ ਚਾਪ ਿਲਵਿੰਗ ਮੁੱਖ ਤੌਰ 'ਤੇ ਵਰਤਿਆ ਗਿਆ ਹੈ. ਕਿਉਂਕਿ ਆਰਕ ਵੈਲਡਿੰਗ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਸਧਾਰਨ ਹੈ, ਵਰਕਰਾਂ ਲਈ ਕੰਮ ਕਰਨਾ ਆਸਾਨ ਹੈ, ਅਤੇ ਵੇਲਡ ਦੀ ਗੁਣਵੱਤਾ ਭਰੋਸੇਮੰਦ ਹੈ, ਇਸਦੇ ਬਹੁਤ ਸਾਰੇ ਫਾਇਦੇ ਹਨ.
ਚਾਪ ਿਲਵਿੰਗ ਵਿੱਚ ਵੰਡਿਆ ਜਾ ਸਕਦਾ ਹੈ ਦਸਤੀ ਚਾਪ ਿਲਵਿੰਗ, ਆਟੋਮੈਟਿਕ ਜਾਂ ਅਰਧ-ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਅਤੇ ਗੈਸ-ਸ਼ੀਲਡ ਿਲਵਿੰਗ ਓਪਰੇਸ਼ਨ ਦੇ ਆਟੋਮੇਸ਼ਨ ਦੀ ਡਿਗਰੀ ਅਤੇ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਪਿਘਲੀ ਹੋਈ ਧਾਤ ਦੀ ਸੁਰੱਖਿਆ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਸਮੱਗਰੀ ਦੀ ਕਿਸਮ ਦੇ ਅਨੁਸਾਰ।
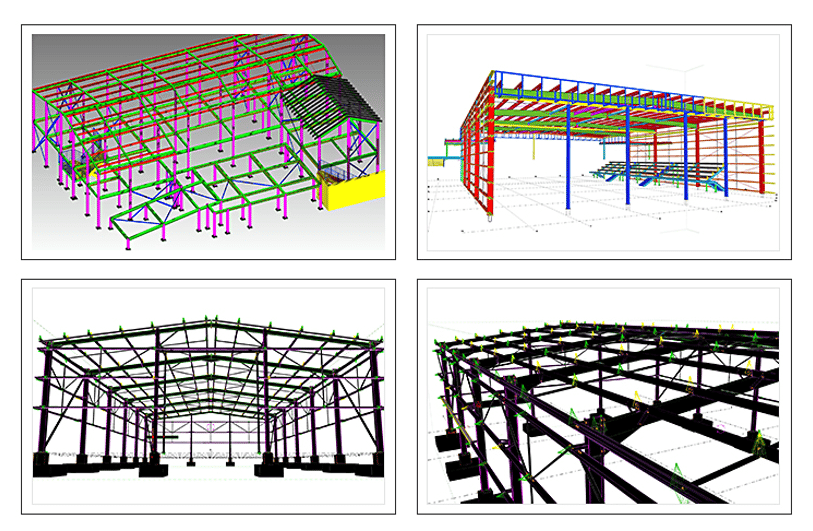
ਫਿਰ ਇਹਨਾਂ ਸਟੀਲ ਬਣਤਰਾਂ ਦੀਆਂ ਵੈਲਡਿੰਗ ਵਿਧੀਆਂ ਹੇਠਾਂ ਦਿੱਤੀਆਂ ਗਈਆਂ ਹਨ।
ਅੱਗੇ ਦੀ ਪੜ੍ਹਾਈ: ਸਟੀਲ ਬਣਤਰ ਵਿੱਚ welded Splice ਜੁਆਇੰਟ

3 ਦੀਆਂ ਕਿਸਮਾਂ ਆਰਕ ਵੈਲਡਿੰਗ
1. ਮੈਨੁਅਲ ਆਰਕ ਵੈਲਡਿੰਗ
ਚਾਪ ਦੀ ਗਰਮੀ 'ਤੇ ਭਰੋਸਾ ਕਰਨ ਦੀ ਵਿਧੀ ਨੂੰ ਚਾਪ ਵੈਲਡਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ। ਮੈਨੂਅਲ ਆਰਕ ਵੈਲਡਿੰਗ ਮੈਨੂਅਲ ਵੈਲਡਿੰਗ ਰਾਡ ਨਾਲ ਇੱਕ ਕਿਸਮ ਦੀ ਚਾਪ ਵੈਲਡਿੰਗ ਹੈ, ਜੋ ਕਿ ਆਮ ਤੌਰ 'ਤੇ ਸਟੀਲ ਬਣਤਰਾਂ ਦੀ ਵੈਲਡਿੰਗ ਵਿੱਚ ਵਰਤੀ ਜਾਂਦੀ ਹੈ।
ਵੇਲਡਮੈਂਟ ਅਤੇ ਇਲੈਕਟ੍ਰੋਡ ਦੋ ਇਲੈਕਟ੍ਰੋਡ ਹਨ ਜੋ ਇੱਕ ਚਾਪ ਪੈਦਾ ਕਰਦੇ ਹਨ, ਚਾਪ ਬਹੁਤ ਜ਼ਿਆਦਾ ਗਰਮੀ ਪੈਦਾ ਕਰਦਾ ਹੈ, ਵੇਲਡਮੈਂਟ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਇਲੈਕਟ੍ਰੋਡ, ਇਲੈਕਟ੍ਰੋਡ ਦਾ ਅੰਤ ਇੱਕ ਬੂੰਦ ਬਣਾਉਣ ਲਈ ਪਿਘਲਦਾ ਹੈ, ਪਿਘਲੇ ਹੋਏ ਵੇਲਡਮੈਂਟ ਦੀ ਬੇਸ ਮੈਟਲ ਦੇ ਫਿਊਜ਼ਨ ਵਿੱਚ ਤਬਦੀਲੀ , ਇੱਕ ਪੂਲ ਦਾ ਗਠਨ ਅਤੇ ਗੁੰਝਲਦਾਰ ਭੌਤਿਕ-ਧਾਤੂ ਪ੍ਰਤੀਕ੍ਰਿਆਵਾਂ ਦੀ ਇੱਕ ਲੜੀ. ਜਿਵੇਂ ਕਿ ਚਾਪ ਚਲਦਾ ਹੈ, ਤਰਲ ਪਿਘਲਾ ਹੋਇਆ ਪੂਲ ਹੌਲੀ-ਹੌਲੀ ਠੰਢਾ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇੱਕ ਵੇਲਡ ਬਣਾਉਣ ਲਈ ਕ੍ਰਿਸਟਲ ਹੋ ਜਾਂਦਾ ਹੈ।
ਉੱਚ ਤਾਪਮਾਨ ਦੀ ਕਿਰਿਆ ਦੇ ਤਹਿਤ, ਸਟੀਲ ਦੇ ਮਜਬੂਤ ਪਿਘਲੇ ਹੋਏ ਸਲੈਗ 'ਤੇ ਇਲੈਕਟ੍ਰੋਡ ਕੋਟਿੰਗ ਵਿੱਚ ਠੰਡਾ, ਧਾਤ ਦੇ ਪਿਘਲੇ ਹੋਏ ਪੂਲ ਦੀ ਸਤਹ ਨੂੰ ਢੱਕਦਾ ਹੈ, ਇਹ ਨਾ ਸਿਰਫ ਧਾਤ ਦੇ ਪਿਘਲੇ ਹੋਏ ਪੂਲ ਦੇ ਉੱਚ ਤਾਪਮਾਨ ਅਤੇ ਆਕਸੀਜਨ ਦੀ ਨੁਕਸਾਨਦੇਹ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੀ ਰੱਖਿਆ ਕਰ ਸਕਦਾ ਹੈ ਅਤੇ ਹਵਾ ਵਿੱਚ ਨਾਈਟ੍ਰੋਜਨ, ਅਤੇ ਇਹ ਵੀ ਪਿਘਲੇ ਹੋਏ ਪੂਲ ਰਸਾਇਣਕ ਪ੍ਰਤੀਕ੍ਰਿਆ ਵਿੱਚ ਹਿੱਸਾ ਲੈ ਸਕਦਾ ਹੈ ਅਤੇ ਧਾਤ ਦੀ ਸਤਹ ਨੂੰ ਠੰਢਾ ਕਰਨ ਅਤੇ ਠੋਸ ਬਣਾਉਣ ਵਿੱਚ, ਸੁਰੱਖਿਆਤਮਕ ਸਲੈਗ ਸ਼ੈੱਲ ਬਣਾਉਂਦਾ ਹੈ।

2. ਆਟੋਮੈਟਿਕ ਜਾਂ ਅਰਧ-ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ
ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ, ਚਾਪ ਤਾਪ ਦੀ ਇਕਾਗਰਤਾ ਦੇ ਕਾਰਨ ਮੈਨੂਅਲ ਵੈਲਡਿੰਗ ਨਾਲੋਂ ਉੱਤਮ ਹੈ, ਇਸਲਈ ਇਸ ਵਿੱਚ ਇੱਕ ਵੱਡੀ ਪ੍ਰਵੇਸ਼ ਡੂੰਘਾਈ, ਇਕਸਾਰ ਵੇਲਡ ਗੁਣਵੱਤਾ, ਘੱਟ ਅੰਦਰੂਨੀ ਨੁਕਸ, ਚੰਗੀ ਪਲਾਸਟਿਕਤਾ ਅਤੇ ਪ੍ਰਭਾਵ ਕਠੋਰਤਾ ਹੈ। ਅਰਧ-ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਅਤੇ ਮੈਨੂਅਲ ਵੈਲਡਿੰਗ ਦੇ ਵਿਚਕਾਰ ਹੈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਆਟੋਮੈਟਿਕ ਜਾਂ ਅਰਧ-ਆਟੋਮੈਟਿਕ ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ ਵਿੱਚ ਉੱਚ ਵੈਲਡਿੰਗ ਸਪੀਡ, ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ, ਘੱਟ ਲਾਗਤ ਅਤੇ ਚੰਗੀ ਕੰਮ ਕਰਨ ਦੀਆਂ ਸਥਿਤੀਆਂ ਹਨ। ਹਾਲਾਂਕਿ, ਉਹਨਾਂ ਦੀ ਵਰਤੋਂ ਵੀ ਇਸਦੀਆਂ ਆਪਣੀਆਂ ਸ਼ਰਤਾਂ ਦੁਆਰਾ ਸੀਮਿਤ ਹੈ, ਕਿਉਂਕਿ ਵੈਲਡਰ ਨੂੰ ਵੇਲਡ ਦੀ ਗਾਈਡ ਰੇਲ ਦੇ ਨਾਲ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਇਸਲਈ ਕੁਝ ਓਪਰੇਟਿੰਗ ਸ਼ਰਤਾਂ ਹੋਣੀਆਂ ਚਾਹੀਦੀਆਂ ਹਨ।
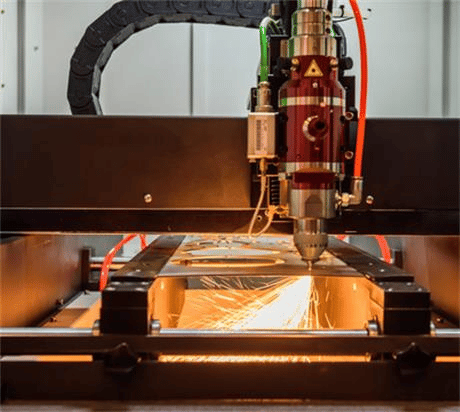
3. ਗੈਸ-ਸ਼ੀਲਡ ਵੈਲਡਿੰਗ
ਫਿਊਜ਼ਨ ਗੈਸ ਆਰਕ ਵੈਲਡਿੰਗ ਦੇ ਤੌਰ 'ਤੇ ਵੀ ਜਾਣਿਆ ਜਾਂਦਾ ਹੈ, CO2 ਜਾਂ ਇਨਰਟ ਗੈਸ ਦੀ ਵਰਤੋਂ ਚਾਪ ਦੇ ਦੁਆਲੇ ਇੱਕ ਸਥਾਨਕ ਸੁਰੱਖਿਆ ਪਰਤ ਬਣਾਉਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਤਾਂ ਜੋ ਹਾਨੀਕਾਰਕ ਗੈਸਾਂ ਦੇ ਹਮਲੇ ਨੂੰ ਰੋਕਿਆ ਜਾ ਸਕੇ ਅਤੇ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ।
ਆਲ-ਪੋਜ਼ੀਸ਼ਨ ਵੈਲਡਿੰਗ, ਚੰਗੀ ਕੁਆਲਿਟੀ, ਤੇਜ਼ ਪਿਘਲਣ ਦੀ ਗਤੀ, ਉੱਚ ਕੁਸ਼ਲਤਾ, ਊਰਜਾ ਦੀ ਬਚਤ, ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ ਵੈਲਡਿੰਗ ਸਲੈਗ ਨੂੰ ਹਟਾਉਣ ਦੀ ਕੋਈ ਲੋੜ ਨਹੀਂ, ਪਰ ਇਹ ਧਿਆਨ ਦੇਣ ਯੋਗ ਹੈ ਕਿ ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ ਹਵਾ ਤੋਂ ਬਚਣ ਲਈ ਧਿਆਨ ਦਿੱਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ
ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਡ, ਤਾਰ, ਧਾਤੂ ਪਾਊਡਰ, ਵਹਾਅ, ਗੈਸ, ਆਦਿ ਸ਼ਾਮਲ ਹਨ।
ਵੈਲਡਿੰਗ ਡੰਡੇ
ਧਾਤ ਦੀ ਇੱਕ ਪੱਟੀ ਜੋ ਗੈਸ ਜਾਂ ਇਲੈਕਟ੍ਰਿਕ ਵੈਲਡਿੰਗ ਦੌਰਾਨ ਇੱਕ ਵੈਲਡਰ ਦੇ ਜੋੜ ਨੂੰ ਭਰਦੀ ਹੈ। ਇਲੈੱਕਟ੍ਰੋਡ ਆਮ ਤੌਰ 'ਤੇ ਵਰਕਪੀਸ ਦੇ ਰੂਪ ਵਿੱਚ ਸਮਾਨ ਸਮੱਗਰੀ ਦਾ ਬਣਿਆ ਹੁੰਦਾ ਹੈ। ਇਲੈਕਟ੍ਰੋਡ ਕੋਟਿੰਗ ਦੇ ਨਾਲ ਇਲੈਕਟ੍ਰੋਡ ਆਰਕ ਵੈਲਡਿੰਗ ਲਈ ਇੱਕ ਪਿਘਲਣ ਵਾਲਾ ਇਲੈਕਟ੍ਰੋਡ ਹੈ, ਜੋ ਕੋਟਿੰਗ ਅਤੇ ਵੈਲਡਿੰਗ ਕੋਰ ਨਾਲ ਬਣਿਆ ਹੈ।
ਵੈਲਡਿੰਗ ਤਾਰ
ਤਾਰ ਇੱਕ ਤਾਰ ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ ਹੈ ਜੋ ਜਾਂ ਤਾਂ ਫਿਲਰ ਮੈਟਲ ਜਾਂ ਇਲੈਕਟ੍ਰੀਕਲ ਕੰਡਕਟਰ ਵਜੋਂ ਵਰਤੀ ਜਾਂਦੀ ਹੈ। ਗੈਸ ਵੈਲਡਿੰਗ ਅਤੇ ਟੰਗਸਟਨ ਗੈਸ-ਸ਼ੀਲਡ ਆਰਕ ਵੈਲਡਿੰਗ ਵਿੱਚ, ਵੈਲਡਿੰਗ ਤਾਰ ਨੂੰ ਫਿਲਰ ਮੈਟਲ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ; ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ, ESG ਵੈਲਡਿੰਗ ਅਤੇ ਇੱਕ ਹੋਰ GAS-ਸ਼ੀਲਡ ਚਾਪ ਵੈਲਡਿੰਗ ਵਿੱਚ, ਵੈਲਡਿੰਗ ਤਾਰ ਫਿਲਰ ਮੈਟਲ ਅਤੇ ਕੰਡਕਟਿਵ ਇਲੈਕਟ੍ਰੋਡ ਦੋਵੇਂ ਹਨ। ਵੈਲਡਿੰਗ ਤਾਰ ਦੀ ਸਤਹ ਐਂਟੀ-ਆਕਸੀਕਰਨ ਪ੍ਰਵਾਹ ਨਾਲ ਕੋਟੇਡ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
ਧਾਤੂ ਪਾਊਡਰ
ਧਾਤੂ ਪਾਊਡਰ ਧਾਤੂ ਕਣ ਸਮੂਹ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ ਜਿਸਦਾ ਆਕਾਰ 1mm ਤੋਂ ਘੱਟ ਹੈ। ਸਿੰਗਲ ਮੈਟਲ ਪਾਊਡਰ, ਮਿਸ਼ਰਤ ਪਾਊਡਰ ਅਤੇ ਧਾਤ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਾਲਾ ਕੁਝ ਰਿਫ੍ਰੈਕਟਰੀ ਮਿਸ਼ਰਿਤ ਪਾਊਡਰ ਪਾਊਡਰ ਧਾਤੂ ਵਿਗਿਆਨ ਦਾ ਮੁੱਖ ਕੱਚਾ ਮਾਲ ਹੈ।
ਵਹਿਣਾ
ਫਲੈਕਸ, ਜਿਸ ਨੂੰ ਬ੍ਰੇਜ਼ਿੰਗ ਏਜੰਟ ਵੀ ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਦੀ ਇੱਕ ਵਿਆਪਕ ਪਰਿਭਾਸ਼ਾ ਹੈ, ਜਿਸ ਵਿੱਚ ਪਿਘਲੇ ਹੋਏ ਲੂਣ, ਜੈਵਿਕ ਪਦਾਰਥ, ਕਿਰਿਆਸ਼ੀਲ ਗੈਸ, ਧਾਤ ਦੀ ਭਾਫ਼, ਆਦਿ ਸ਼ਾਮਲ ਹਨ, ਜੋ ਕਿ ਬੇਸ ਮੈਟਲ ਅਤੇ ਸੋਲਡਰ ਤੋਂ ਇਲਾਵਾ, ਆਮ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਤੀਜੀ ਕਿਸਮ ਦੀ ਸਮੱਗਰੀ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ। ਬੇਸ ਮੈਟਲ ਅਤੇ ਸੋਲਡਰ ਦੇ ਵਿਚਕਾਰ ਇੰਟਰਫੇਸ ਤਣਾਅ ਨੂੰ ਘਟਾਓ.
ਗੈਸ
ਗੈਸ ਪਦਾਰਥ ਦੀਆਂ ਚਾਰ ਬੁਨਿਆਦੀ ਅਵਸਥਾਵਾਂ ਵਿੱਚੋਂ ਇੱਕ ਹੈ (ਹੋਰ ਤਿੰਨ ਠੋਸ, ਤਰਲ ਅਤੇ ਪਲਾਜ਼ਮਾ ਹਨ)। ਗੈਸਾਂ ਇੱਕ ਇੱਕਲੇ ਪਰਮਾਣੂ (ਉਦਾਹਰਨ ਲਈ, ਨੋਬਲ ਗੈਸਾਂ), ਇੱਕ ਤੱਤ ਦੇ ਤੱਤ ਦੇ ਅਣੂ (ਉਦਾਹਰਨ ਲਈ, ਆਕਸੀਜਨ), ਕਈ ਤੱਤਾਂ ਦੇ ਮਿਸ਼ਰਿਤ ਅਣੂਆਂ (ਉਦਾਹਰਨ ਲਈ, ਕਾਰਬਨ ਡਾਈਆਕਸਾਈਡ), ਅਤੇ ਹੋਰਾਂ ਤੋਂ ਬਣੀਆਂ ਹੋ ਸਕਦੀਆਂ ਹਨ।

ਸਥਿਤੀ ਅਤੇ ਲੋੜਾਂ
ਵੈਲਡਰ ਸਿਖਲਾਈ ਦੁਆਰਾ ਯੋਗ ਹੋਣਗੇ ਅਤੇ ਵੈਲਡਿੰਗ ਦਾ ਕੰਮ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਯੋਗਤਾ ਸਰਟੀਫਿਕੇਟ ਪ੍ਰਾਪਤ ਕਰਨਗੇ।
ਮਹੱਤਵਪੂਰਨ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ ਦੇ ਮਹੱਤਵਪੂਰਨ ਵੇਲਡਾਂ ਲਈ, ਵੇਲਡਾਂ ਦੇ ਦੋਵੇਂ ਸਿਰੇ ਜਾਂ ਵੇਲਡਾਂ ਦੇ ਇੰਟਰਸੈਕਸ਼ਨ ਨੂੰ ਵੈਲਡਰ ਕੋਡ ਨਾਲ ਸਟੈਂਪ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਵੈਲਡਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਵੈਲਡਿੰਗ ਦੇ ਹਿੱਸਿਆਂ ਨੂੰ ਵੇਲਡ ਦੀ ਸਤਹ ਦੇ ਨੇੜੇ ਗੰਦਗੀ ਤੋਂ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਆਕਸਾਈਡ ਸਕੇਲ, ਤੇਲ, ਐਂਟੀਕੋਰੋਸਿਵ ਪੇਂਟ, ਆਦਿ।
ਜ਼ੀਰੋ ਡਿਗਰੀ ਸੈਲਸੀਅਸ ਤੋਂ ਹੇਠਾਂ ਵੈਲਡਿੰਗ ਕਰਦੇ ਸਮੇਂ, ਹੇਠ ਲਿਖੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਦੇਖਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ:
- ਇਹ ਸੁਨਿਸ਼ਚਿਤ ਕਰੋ ਕਿ ਵੈਲਡਿੰਗ ਦੇ ਦੌਰਾਨ ਵੇਲਡ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਸੁੰਗੜ ਸਕਦਾ ਹੈ;
- ਵੇਲਡ ਸਟ੍ਰਕਚਰਲ ਹਿੱਸਿਆਂ ਨੂੰ ਮਾਰਨ ਲਈ ਭਾਰੀ ਹਥੌੜੇ ਦੀ ਵਰਤੋਂ ਨਾ ਕਰੋ;
- ਵੈਲਡਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਵੇਲਡ ਕੀਤੇ ਢਾਂਚਾਗਤ ਹਿੱਸਿਆਂ 'ਤੇ ਸਾਰੀ ਬਰਫ਼ ਅਤੇ ਬਰਫ਼ ਨੂੰ ਹਟਾਓ;
- ਵੈਲਡਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਪ੍ਰਾਵਧਾਨਾਂ ਦੇ ਅਨੁਸਾਰ ਪ੍ਰੀਹੀਟ, ਖਾਸ ਤਾਪਮਾਨ ਪ੍ਰਕਿਰਿਆ ਦੇ ਟੈਸਟ ਦੇ ਅਨੁਸਾਰ ਨਿਰਧਾਰਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਿਲਵਿੰਗ ਨੂੰ ਵਿਵਸਥਾ ਦੇ ਅਨੁਸਾਰ preheated ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ ਅੱਗੇ, ਿਲਵਿੰਗ ਮਦਰਬੋਰਡ (ਵੈੱਬ), ਰਿਬ ਪਲੇਟ, ਭਾਗ ਅੰਤ (ਮੋਟਾਈ ਦੀ ਦਿਸ਼ਾ) ਅਤੇ ਕਨੈਕਟਰ ਪਾੜੇ ਦੇ ਅੰਤ ਨੂੰ ਸੀਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ;
ਸਟੀਲ ਬਣਤਰ ਦੇ ਛੁਪੇ ਹੋਏ ਹਿੱਸਿਆਂ ਨੂੰ ਨਿਰੀਖਣ ਪਾਸ ਕਰਨ ਤੋਂ ਬਾਅਦ ਵੇਲਡ, ਕੋਟੇਡ ਅਤੇ ਸੀਲ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਡਬਲ-ਸਾਈਡ ਬੱਟ ਵੈਲਡਿੰਗ ਨੂੰ ਵੈਲਡਿੰਗ ਰੂਟ ਨੂੰ ਚੁੱਕਣਾ ਚਾਹੀਦਾ ਹੈ, ਵੈਲਡਿੰਗ ਰੂਟ ਨੂੰ ਇੱਕ ਨਿਊਮੈਟਿਕ ਬੇਲਚਾ, ਕਾਰਬਨ ਆਰਕ ਗੌਗਿੰਗ, ਗੌਗਿੰਗ ਅਤੇ ਮਕੈਨੀਕਲ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀਆਂ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ.

ਮਲਟੀ-ਲੇਅਰ ਵੈਲਡਿੰਗ ਨੂੰ ਲਗਾਤਾਰ ਵੇਲਡ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਵੇਲਡ ਪਾਸ ਦੀ ਹਰੇਕ ਪਰਤ ਨੂੰ ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ ਸਮੇਂ ਸਿਰ ਸਾਫ਼ ਅਤੇ ਨਿਰੀਖਣ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਵੈਲਡਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਨੁਕਸ ਦੂਰ ਕੀਤੇ ਜਾਣਗੇ।
ਿਲਵਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ, ਜਿੱਥੋਂ ਤੱਕ ਸੰਭਵ ਹੋਵੇ ਇੱਕ ਫਲੈਟ ਵੈਲਡਿੰਗ ਸਥਿਤੀ ਦੀ ਵਰਤੋਂ ਕਰੋ।
ਵੈਲਡਿੰਗ ਦੇ ਦੌਰਾਨ, ਛਿੱਲਣ ਵਾਲੇ ਜਾਂ ਜੰਗਾਲ ਵਾਲੇ ਵੈਲਡਿੰਗ ਕੋਰ ਦੇ ਨਾਲ ਇਲੈਕਟ੍ਰੋਡ ਦੀ ਵਰਤੋਂ ਨਹੀਂ ਕਰਨੀ ਚਾਹੀਦੀ ਅਤੇ ਸਿੱਲ੍ਹੇ ਸੰਗ੍ਰਹਿ ਦੇ ਨਾਲ ਪ੍ਰਵਾਹ ਅਤੇ ਪਿਘਲੇ ਹੋਏ ਸਲੈਗ ਸ਼ੈੱਲ ਦੀ ਵਰਤੋਂ ਨਹੀਂ ਕਰਨੀ ਚਾਹੀਦੀ; ਵੈਲਡਿੰਗ ਤਾਰ ਅਤੇ ਵੈਲਡਿੰਗ ਨਹੁੰ ਨੂੰ ਵਰਤਣ ਤੋਂ ਪਹਿਲਾਂ ਤੇਲ ਅਤੇ ਜੰਗਾਲ ਤੋਂ ਸਾਫ਼ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਹੋਰ ਪੜ੍ਹਨਾ: ਸਟੀਲ ਸਟ੍ਰਕਚਰ ਇੰਸਟਾਲੇਸ਼ਨ ਅਤੇ ਡਿਜ਼ਾਈਨ
ਸਟੀਲ, ਵੈਲਡਿੰਗ ਸਮੱਗਰੀ, ਵੈਲਡਿੰਗ ਵਿਧੀਆਂ, ਪੋਸਟ-ਵੈਲਡਿੰਗ ਹੀਟ ਟ੍ਰੀਟਮੈਂਟ, ਆਦਿ ਦੀ ਪਹਿਲੀ ਵਰਤੋਂ ਲਈ ਉਸਾਰੀ ਇਕਾਈ, ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦਾ ਮੁਲਾਂਕਣ ਕਰੇਗੀ, ਇੱਕ ਪ੍ਰਕਿਰਿਆ ਮੁਲਾਂਕਣ ਰਿਪੋਰਟ ਲਿਖੇਗੀ, ਅਤੇ ਮੁਲਾਂਕਣ ਰਿਪੋਰਟ ਦੇ ਅਨੁਸਾਰ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਰਧਾਰਤ ਕਰੇਗੀ।
ਵੈਲਡਰ ਸਟਾਪ ਵੈਲਡਿੰਗ ਸਮਾਂ 6 ਮਹੀਨਿਆਂ ਤੋਂ ਵੱਧ, ਮੁੜ ਮੁਲਾਂਕਣ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
ਵੈਲਡਿੰਗ, ਵੈਲਡਰਾਂ ਨੂੰ ਵੈਲਡਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀ ਪਾਲਣਾ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ, ਵੇਲਡ ਬੀਡ ਦੇ ਬਾਹਰ ਬੇਸ ਮੈਟਲ 'ਤੇ ਮੁਫਤ ਵੈਲਡਿੰਗ ਅਤੇ ਚਾਪ ਨਹੀਂ.
ਬੱਟ ਜੁਆਇੰਟ, ਟੀ-ਆਕਾਰ ਵਾਲਾ ਸੰਯੁਕਤ, ਕੋਨੇ ਦਾ ਸੰਯੁਕਤ, ਕਰਾਸ ਸੰਯੁਕਤ ਬੱਟ ਵੇਲਡ ਅਤੇ ਬੱਟ ਅਤੇ ਕੋਨੇ ਦਾ ਸੰਯੁਕਤ ਮਿਸ਼ਰਨ ਵੇਲਡ, ਵੈਲਡਿੰਗ ਚਾਪ ਅਤੇ ਲੀਡ ਪਲੇਟ ਦੇ ਦੋਵਾਂ ਸਿਰਿਆਂ 'ਤੇ ਸੈੱਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਸਮੱਗਰੀ ਅਤੇ ਝਰੀ ਦਾ ਰੂਪ ਵੇਲਡਮੈਂਟ ਵਾਂਗ ਹੀ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।
ਚਾਪ ਦੀ ਸ਼ੁਰੂਆਤ ਅਤੇ ਲੀਡ ਵੇਲਡ ਦੀ ਲੰਬਾਈ: ਡੁੱਬੀ ਚਾਪ ਵੈਲਡਿੰਗ 50mm ਤੋਂ ਵੱਧ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਮੈਨੂਅਲ ਆਰਕ ਵੈਲਡਿੰਗ ਅਤੇ ਗੈਸ-ਸ਼ੀਲਡ ਵੈਲਡਿੰਗ 20mm ਤੋਂ ਵੱਧ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਗੈਸ ਕਟਿੰਗ ਦੀ ਵਰਤੋਂ ਚਾਪ ਅਤੇ ਲੀਡ ਪਲੇਟ ਨੂੰ ਕੱਟਣ ਲਈ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਪਾਲਿਸ਼ ਕੀਤੀ ਨਿਰਵਿਘਨ, ਹਥੌੜੇ ਨਾਲ ਗੋਲੀ ਨਹੀਂ ਮਾਰੀ ਜਾਣੀ ਚਾਹੀਦੀ।
ਵੇਲਡ ਚੀਰ, welders ਅਧਿਕਾਰ ਦੇ ਬਗੈਰ ਹੈਂਡਲ ਨਹੀਂ ਕਰੇਗਾ, ਕਾਰਨ ਦਾ ਪਤਾ ਲਗਾਉਣਾ ਚਾਹੀਦਾ ਹੈ, ਮੁਰੰਮਤ ਦੀ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਕਾਰਵਾਈ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ. ਵੇਲਡ ਦੇ ਇੱਕੋ ਹਿੱਸੇ ਦੀ ਮੁਰੰਮਤ ਦੀ ਗਿਣਤੀ ਦੋ ਵਾਰ ਤੋਂ ਵੱਧ ਨਹੀਂ ਹੋਣੀ ਚਾਹੀਦੀ. ਜਦੋਂ ਦੋ ਤੋਂ ਵੱਧ ਵਾਰ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਮੁਰੰਮਤ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਨੁਸਾਰ ਮੁਰੰਮਤ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ.
ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਵੈਲਡਰ ਨੂੰ ਵੇਲਡ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਸਲੈਗ ਅਤੇ ਦੋਵਾਂ ਪਾਸਿਆਂ 'ਤੇ ਛਿੜਕਾਅ ਨੂੰ ਸਾਫ਼ ਕਰਨਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਵੇਲਡ ਦੀ ਦਿੱਖ ਗੁਣਵੱਤਾ ਦੀ ਜਾਂਚ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ। ਨਿਰੀਖਣ ਪਾਸ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਵੈਲਡਰ ਦਾ ਸਟੀਲ ਚਿੰਨ੍ਹ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਵੈਲਡਿੰਗ ਸੀਮ ਵਾਲੇ ਹਿੱਸੇ 'ਤੇ ਬਣਾਇਆ ਜਾਵੇਗਾ।
ਕਾਰਬਨ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਨੂੰ ਵੇਲਡ ਵਿੱਚ ਅੰਬੀਨਟ ਤਾਪਮਾਨ ਤੱਕ ਠੰਢਾ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਘੱਟ ਮਿਸ਼ਰਤ ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਨੂੰ ਵੇਲਡ ਨਿਰੀਖਣ ਤੋਂ 24 ਘੰਟੇ ਪਹਿਲਾਂ ਵੇਲਡ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ।
PEB ਸਟੀਲ ਬਿਲਡਿੰਗ




ਹੋਰ ਵਧੀਕ ਅਟੈਚਮੈਂਟਸ










ਬਿਲਡਿੰਗ FAQ
- ਸਟੀਲ ਬਿਲਡਿੰਗ ਕੰਪੋਨੈਂਟਸ ਅਤੇ ਪਾਰਟਸ ਨੂੰ ਕਿਵੇਂ ਡਿਜ਼ਾਈਨ ਕਰਨਾ ਹੈ
- ਇੱਕ ਸਟੀਲ ਬਿਲਡਿੰਗ ਦੀ ਕੀਮਤ ਕਿੰਨੀ ਹੈ
- ਪੂਰਵ-ਨਿਰਮਾਣ ਸੇਵਾਵਾਂ
- ਸਟੀਲ ਪੋਰਟਲ ਫਰੇਮਡ ਕੰਸਟਰਕਸ਼ਨ ਕੀ ਹੈ
- ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਡਰਾਇੰਗ ਨੂੰ ਕਿਵੇਂ ਪੜ੍ਹਨਾ ਹੈ
ਤੁਹਾਡੇ ਲਈ ਚੁਣੇ ਗਏ ਬਲੌਗ
- ਸਟੀਲ ਸਟ੍ਰਕਚਰ ਵੇਅਰਹਾਊਸ ਦੀ ਲਾਗਤ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਨ ਵਾਲੇ ਮੁੱਖ ਕਾਰਕ
- ਸਟੀਲ ਦੀਆਂ ਇਮਾਰਤਾਂ ਵਾਤਾਵਰਣ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਘਟਾਉਣ ਵਿੱਚ ਕਿਵੇਂ ਮਦਦ ਕਰਦੀਆਂ ਹਨ
- ਸਟ੍ਰਕਚਰਲ ਸਟੀਲ ਡਰਾਇੰਗ ਨੂੰ ਕਿਵੇਂ ਪੜ੍ਹਨਾ ਹੈ
- ਕੀ ਧਾਤ ਦੀਆਂ ਇਮਾਰਤਾਂ ਲੱਕੜ ਦੀਆਂ ਇਮਾਰਤਾਂ ਨਾਲੋਂ ਸਸਤੀਆਂ ਹਨ?
- ਖੇਤੀਬਾੜੀ ਵਰਤੋਂ ਲਈ ਧਾਤ ਦੀਆਂ ਇਮਾਰਤਾਂ ਦੇ ਲਾਭ
- ਤੁਹਾਡੀ ਮੈਟਲ ਬਿਲਡਿੰਗ ਲਈ ਸਹੀ ਸਥਾਨ ਦੀ ਚੋਣ ਕਰਨਾ
- ਇੱਕ ਪ੍ਰੀਫੈਬ ਸਟੀਲ ਚਰਚ ਬਣਾਉਣਾ
- ਪੈਸਿਵ ਹਾਊਸਿੰਗ ਅਤੇ ਮੈਟਲ -ਇੱਕ ਦੂਜੇ ਲਈ ਬਣਾਇਆ ਗਿਆ
- ਧਾਤ ਦੇ ਢਾਂਚੇ ਲਈ ਵਰਤੋਂ ਜੋ ਤੁਸੀਂ ਸ਼ਾਇਦ ਨਹੀਂ ਜਾਣਦੇ ਹੋਵੋਗੇ
- ਤੁਹਾਨੂੰ ਪ੍ਰੀਫੈਬਰੀਕੇਟਿਡ ਘਰ ਦੀ ਲੋੜ ਕਿਉਂ ਹੈ
- ਸਟੀਲ ਸਟ੍ਰਕਚਰ ਵਰਕਸ਼ਾਪ ਨੂੰ ਡਿਜ਼ਾਈਨ ਕਰਨ ਤੋਂ ਪਹਿਲਾਂ ਤੁਹਾਨੂੰ ਕੀ ਜਾਣਨ ਦੀ ਲੋੜ ਹੈ?
- ਤੁਹਾਨੂੰ ਲੱਕੜ ਦੇ ਫਰੇਮ ਵਾਲੇ ਘਰ ਉੱਤੇ ਸਟੀਲ ਫਰੇਮ ਹੋਮ ਕਿਉਂ ਚੁਣਨਾ ਚਾਹੀਦਾ ਹੈ
ਸਾਡੇ ਨਾਲ ਸੰਪਰਕ ਕਰੋ >>
ਕੋਈ ਸਵਾਲ ਹਨ ਜਾਂ ਮਦਦ ਦੀ ਲੋੜ ਹੈ? ਇਸ ਤੋਂ ਪਹਿਲਾਂ ਕਿ ਅਸੀਂ ਸ਼ੁਰੂ ਕਰੀਏ, ਤੁਹਾਨੂੰ ਪਤਾ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਲਗਭਗ ਸਾਰੀਆਂ ਪ੍ਰੀਫੈਬ ਸਟੀਲ ਇਮਾਰਤਾਂ ਨੂੰ ਅਨੁਕੂਲਿਤ ਕੀਤਾ ਗਿਆ ਹੈ।
ਸਾਡੀ ਇੰਜਨੀਅਰਿੰਗ ਟੀਮ ਇਸ ਨੂੰ ਸਥਾਨਕ ਹਵਾ ਦੀ ਗਤੀ, ਮੀਂਹ ਦੇ ਭਾਰ, ਐਲਲੰਬਾਈ*ਚੌੜਾਈ*ਉਚਾਈ, ਅਤੇ ਹੋਰ ਵਾਧੂ ਵਿਕਲਪ। ਜਾਂ, ਅਸੀਂ ਤੁਹਾਡੀਆਂ ਡਰਾਇੰਗਾਂ ਦੀ ਪਾਲਣਾ ਕਰ ਸਕਦੇ ਹਾਂ। ਕਿਰਪਾ ਕਰਕੇ ਮੈਨੂੰ ਆਪਣੀ ਜ਼ਰੂਰਤ ਦੱਸੋ, ਅਤੇ ਅਸੀਂ ਬਾਕੀ ਕਰਾਂਗੇ!
ਤੱਕ ਪਹੁੰਚਣ ਲਈ ਫਾਰਮ ਦੀ ਵਰਤੋਂ ਕਰੋ ਅਤੇ ਅਸੀਂ ਜਿੰਨੀ ਜਲਦੀ ਹੋ ਸਕੇ ਤੁਹਾਡੇ ਨਾਲ ਸੰਪਰਕ ਵਿੱਚ ਰਹਾਂਗੇ।
ਲੇਖਕ ਬਾਰੇ: K-HOME
K-home ਸਟੀਲ ਸਟ੍ਰਕਚਰ ਕੰ., ਲਿਮਿਟੇਡ 120,000 ਵਰਗ ਮੀਟਰ ਦੇ ਖੇਤਰ ਨੂੰ ਕਵਰ ਕਰਦਾ ਹੈ. ਅਸੀਂ ਡਿਜ਼ਾਈਨ, ਪ੍ਰੋਜੈਕਟ ਬਜਟ, ਫੈਬਰੀਕੇਸ਼ਨ, ਅਤੇ ਵਿੱਚ ਰੁੱਝੇ ਹੋਏ ਹਾਂ PEB ਸਟੀਲ ਬਣਤਰ ਦੀ ਸਥਾਪਨਾ ਅਤੇ ਦੂਜੇ ਦਰਜੇ ਦੇ ਜਨਰਲ ਕੰਟਰੈਕਟਿੰਗ ਯੋਗਤਾਵਾਂ ਵਾਲੇ ਸੈਂਡਵਿਚ ਪੈਨਲ। ਸਾਡੇ ਉਤਪਾਦ ਹਲਕੇ ਸਟੀਲ ਢਾਂਚੇ ਨੂੰ ਕਵਰ ਕਰਦੇ ਹਨ, PEB ਇਮਾਰਤਾਂ, ਘੱਟ ਕੀਮਤ ਵਾਲੇ ਪ੍ਰੀਫੈਬ ਘਰ, ਕੰਟੇਨਰ ਘਰ, C/Z ਸਟੀਲ, ਰੰਗ ਸਟੀਲ ਪਲੇਟ ਦੇ ਵੱਖ-ਵੱਖ ਮਾਡਲ, PU ਸੈਂਡਵਿਚ ਪੈਨਲ, ਈਪੀਐਸ ਸੈਂਡਵਿਚ ਪੈਨਲ, ਰੌਕ ਵੂਲ ਸੈਂਡਵਿਚ ਪੈਨਲ, ਕੋਲਡ ਰੂਮ ਪੈਨਲ, ਸ਼ੁੱਧੀਕਰਨ ਪਲੇਟਾਂ, ਅਤੇ ਹੋਰ ਨਿਰਮਾਣ ਸਮੱਗਰੀ।