Kontrola jakości produkcji konstrukcji stalowych
Cięcie gazowe (cięcie poduszkowe lub cięcie płomieniowe) powinno być raczej cięciem CNC, cięciem precyzyjnym i cięciem półautomatycznym. W przypadku bezwarunkowego zastosowania powyższego cięcia można zastosować cięcie ręczne i zastosować narzędzia pomocnicze, takie jak wykonanie form. Jednocześnie 3-Naddatek na obróbkę wynoszący 4 mm jest obrabiany lub wygładzany za pomocą ściernicy.
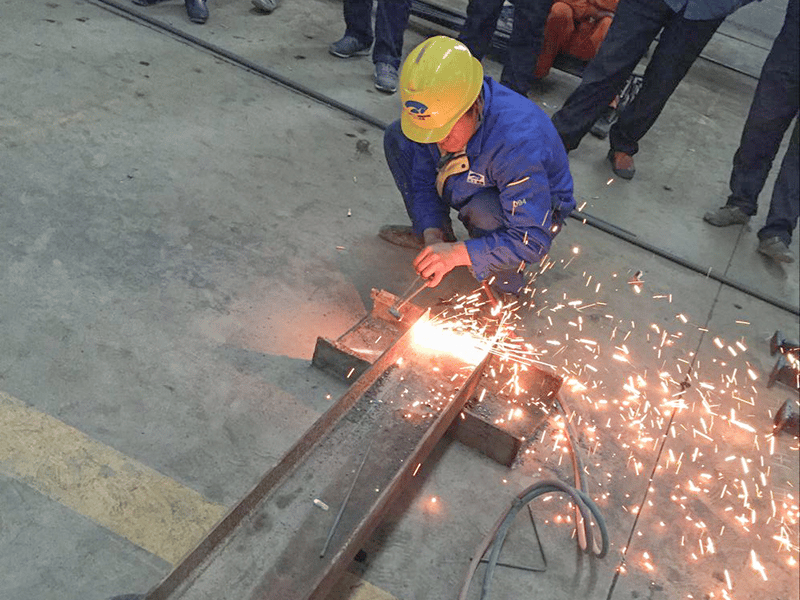
W przypadku paskowych części z blachy stalowej długie nacięcia po obu stronach należy jednocześnie wyciąć gazem, aby zapobiec odkształceniu szabli. W przypadku jednoczesnego wykonywania bezwarunkowego spawania gazowego należy zastosować segmentowe cięcie gazowe, pozostawiając tymczasowo 30-50 mm pomiędzy dwoma końcami szczeliny i pomiędzy segmentami. Po ostygnięciu nacięcia odetnij wszędzie 30-50 mm.
Cięcie gazowe należy wykonywać na specjalnej platformie, przy czym platforma powinna stykać się liniowo lub punktowo z ciętą płytą stalową. Wszystkie główne elementy, o ile nie określono inaczej na rysunkach projektowych, nie powinny być łączone krótkimi materiałami.
Przed użyciem wszystkie stale powinny zostać ponownie sprawdzone zgodnie z postanowieniami odpowiednich specyfikacji. W przypadku wystąpienia odkształceń itp. metodę należy wyprostować i skorygować, nie uszkadzając stali. Łączenie skomplikowanych konstrukcji stalowych powinno być wstępnie zmontowane.
Informacje na temat dopuszczalnych odchyleń w zakresie spawania, wykonywania otworów i montażu stalowych elementów konstrukcyjnych można znaleźć w „Przepisach dotyczących stali” i „Przepisach dotyczących kontroli”. Lokalizacja węzłów łączących dużych elementów podlega zatwierdzeniu przez jednostkę projektową.
Dowiedz się więcej o wpływie na cenę/koszt konstrukcji stalowej
Kontrola jakości konstrukcji spawanych konstrukcji stalowych
Podgrzewanie wstępne przed spawaniem i obróbka cieplna po spawaniu: W przypadku spoin, które wymagają wstępnego spawania i obróbki cieplnej po spawaniu, temperatura podgrzewania wstępnego lub temperatura nagrzewania po spawaniu powinna być zgodna z aktualnie obowiązującymi normami krajowymi lub określona przez testy procesowe.
Obszar ten znajduje się po obu stronach ściegu spoiny, a szerokość każdej strony powinna być większa niż 1.5-krotność grubości spawu i nie powinna być mniejsza niż 100 mm; obróbkę cieplną należy przeprowadzić bezpośrednio po spawaniu, a czas wytrzymywania należy ustalić w zależności od grubości blachy, 1h na grubość blachy 25mm.

Zajarzanie łuku na metalu rodzimym poza strefą spawania jest surowo zabronione. Lokalny obszar łuku rozpoczynający się w rowku należy zespawać jednokrotnie i nie pozostawić żadnego krateru łukowego.
Spoiny wielowarstwowe należy spawać w sposób ciągły, a każdą warstwę spoin należy oczyścić w odpowiednim czasie po spawaniu.
4Stal konstrukcyjną węglową należy w spoinie wystudzić do temperatury otoczenia, a stal niskostopową poddać badaniu nieniszczącemu spoiny po 24 godzinach od zakończenia spawania.
Przy spawaniu grubych blach i złącz pachwinowych o grubości większej niż 20 mm jednostka konstrukcyjna (w tym jednostki produkcyjne i instalacyjne) powinna podjąć wszelkie niezbędne środki, aby zapobiec rozerwaniu warstw w kierunku grubości.
Ponadto, gdy grubość blachy ≥ Gdy grubość wynosi 30 mm, aby zapobiec rozrywaniu warstw w kierunku grubości, przed spawaniem należy przeprowadzić defektację ultradźwiękową w obszarze 2-krotności grubości blachy plus 30 mm z obu stron linii środkowej spoiny metalu podstawowego. Nie powinno być żadnych pęknięć, międzywarstw i wad takich jak rozwarstwienie.
Gdy do spawania używana jest wiejska płyta nośna, oprócz rozmiaru szczeliny u nasady rowka spawalniczego, który musi spełniać wymagania projektowe, płyta nośna i element spawany powinny być ściśle połączone, aby strumień spawania mógł rozpuścić się w płyty nośnej i spełniają następujące wymagania:
- Wymagania techniczne płyty nośnej powinny być takie same jak materiału spawanego.
- Metoda obróbki wstępnej płyty nośnej powinna być taka sama, jak w przypadku elementów spawanych.
- Po zakończeniu spawania płytkę oporową usuwa się poprzez cięcie. Oryginalną część połączenia elementu z płytą nośną należy wygładzić i sprawdzić pod kątem pęknięć.
Podczas spawania osadzonych części należy zastosować takie środki, jak cienkie elektrody, niski prąd, nakładanie warstw i spawanie interwałowe, aby kontrolować temperaturę całej osadzonej części, aby uniknąć oparzeń i koagulacji.
Podczas spawania wokół trzech stron i wokół zaokrąglenia narożniki muszą być zespawane w sposób ciągły. Stalowych elementów konstrukcyjnych nie należy spawać pod naprężeniami. Spoiny powinny w miarę możliwości unikać nakładania się na siebie.
Montaż konstrukcji stalowej Inżynieria Budownictwo Kontrola jakości
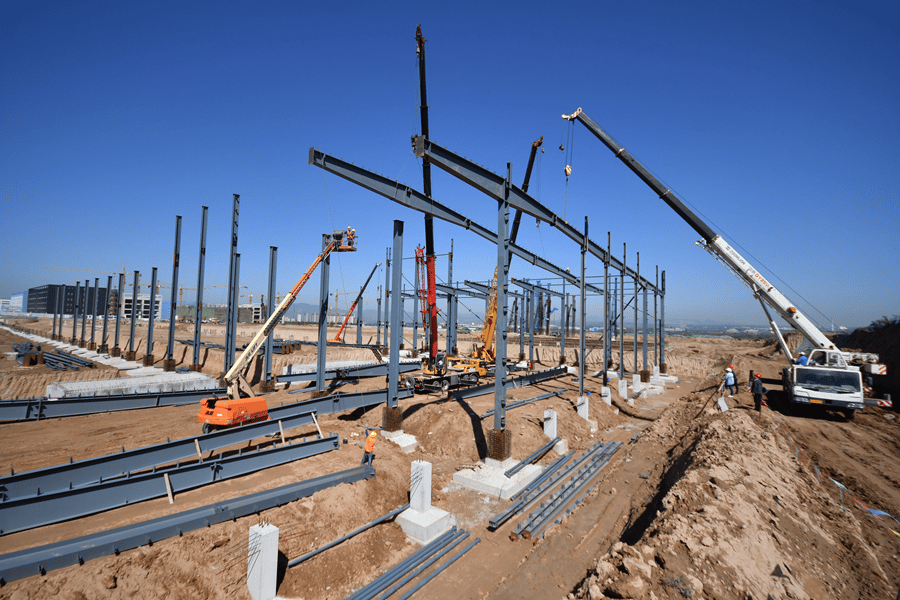
- Podczas podnoszenia stalowej kolumny profilowej należy stosować metodę podnoszenia dwupunktowego. Po umieszczeniu i zamocowaniu podnośnika zapewnia się tymczasowe podparcie, aby zapobiec jego przechyleniu przez wiatr lub inne siły zewnętrzne.
- Konstrukcja stalowa w momencie wejścia na budowę powinna posiadać certyfikat jakości produktu, a jej podprojekty takie jak połączenie spawane, połączenie łącznikami, produkcja elementów stalowych powinny zostać poddane kwalifikacji.
- Sprawdź stabilność podnoszenia komponentów, rozsądnie wybierz maszyny dźwigowe i określ ekonomiczny i wykonalny plan podnoszenia.
- Konstrukcja stalowa powinna spełniać wymagania projektowe i specyfikacje. Odkształcenie konstrukcji stalowej i złuszczanie się powłoki spowodowane transportem, układaniem, podnoszeniem itp. należy skorygować i naprawić.
- W przypadku montażu elementów ramy wielowarstwowej lub wysokościowej, po zakończeniu podnoszenia każdej warstwy należy to skorygować zgodnie z protokołami odbioru pośredniego i danymi pomiarowymi oraz powiadomić producenta o konieczności dostosowania długości elementów Jeśli to konieczne.
- W przypadku węzłów, które w projekcie muszą być szczelne, dwie stykające się płaszczyzny muszą znajdować się w 70% blisko siebie i należy je sprawdzić szczelinomierzem o średnicy 0.3 mm. Maksymalna szczelina pomiędzy krawędziami nie powinna być większa niż 0.8 mm.
- Położenie rogu powinno zapewniać sztywność spodu kolumny, a rozmieszczenie rogu powinno pozwalać na przenoszenie przez kolumnę lub podstawę dodatkowych obciążeń.
- Oś pozycjonowania każdej kolumny powinna być prowadzona bezpośrednio z naziemnej linii sterującej, a nie z osi kolumny dolnej; wysokość podłogi konstrukcji powinna być kontrolowana zgodnie z wysokością względną lub wysokością projektową.
- Po utworzeniu jednostki sztywności przestrzennej szczelinę pomiędzy dolną płytą kolumny a powierzchnią fundamentu należy z czasem zastąpić drobnoziarnistym betonem i materiałem zalewowym.
- Podczas transportu, układania i montażu konstrukcji stalowej należy zapewnić stabilność konstrukcji i nie dopuszczać do jej trwałego odkształcenia.
- Pomiędzy elementami stalowymi połączonymi śrubami o wysokiej wytrzymałości rozwiercanie jest niedozwolone według własnego uznania, a rozwiercanie metodą cięcia gazowego jest surowo zabronione. 12. Informacje na temat dokładności montażu i dopuszczalnych błędów komponentów można znaleźć w „Przepisach dotyczących stali wysokiej”, „Przepisach dotyczących stali” i „Przepisach dotyczących inspekcji”.
- Wstępnie osadzone śruby: Podczas zalewania należy upewnić się, że śruby fundamentowe pozostają na swoim miejscu. Na wszystkich etapach budowy należy podjąć środki w celu ochrony śrub, gwintów i nakrętek przed uszkodzeniem, korozją i zanieczyszczeniem. Osłony śrub zakopane w fundamencie powinny być utrzymywane w czystości i wolne od zanieczyszczeń.
- Spoinowanie: Spoinowanie dolnej płyty podstawy kolumny należy przeprowadzić po tym, jak konstrukcja pomyślnie przeszła próbę wyrównania, poziomu i pionowości, ma wystarczające podparcie oraz jest dokładnie i trwale połączona ze stałym elementem łączącym. Przed spoinowaniem należy usunąć i oczyścić przestrzeń pod płytą podstawy. Zaprawę handlową należy przygotować, wymieszać i spoinować zgodnie z instrukcjami producenta. W razie potrzeby należy przeprowadzić badania.
- Podczas montażu profilowanej kolumny stalowej należy sprawdzić płaskość i zwartość podstawy kolumny, dokręcić śruby dwustronne i kontrolować pionowość profilowanej kolumny stalowej.
Dalsza lektura: Instalacja i projektowanie konstrukcji stalowych
Kontrola jakości konstrukcji stalowej antykorozyjnej:
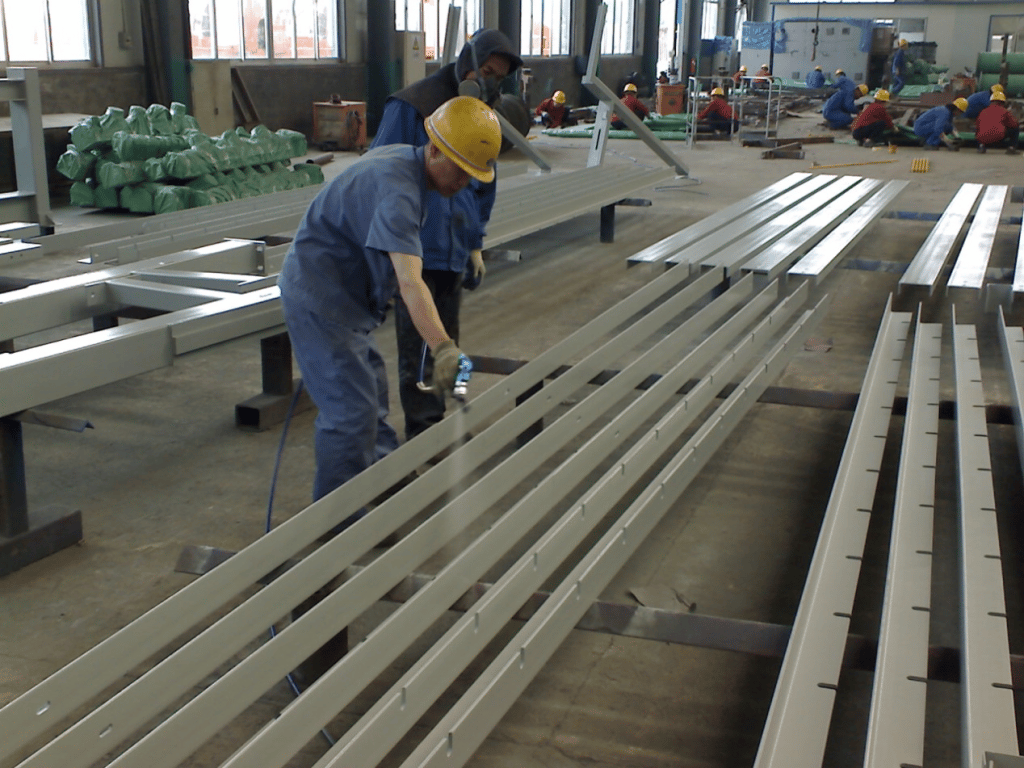
Przed malowaniem konstrukcji stalowej należy całkowicie usunąć zadziory, rdzę, zgorzelinę tlenkową, plamy oleju i przyczepy na powierzchni elementów, a rdzę należy dokładnie usunąć poprzez piaskowanie, śrutowanie itp. Malowanie i malowanie na miejscu usuwanie rdzy można przeprowadzić za pomocą silników elektrycznych. , Pneumatyczne narzędzie do usuwania rdzy dokładnie usuwa rdzę, po kwalifikacyjnym usunięciu rdzy z powierzchni stali należy ją w wymaganym terminie pomalować.
W przypadku części, które zostały pokryte podkładem antykorozyjnym, ale występują uszkodzenia, rdza, łuszczenie się itp., oraz części, które nie zostały pokryte podkładem antykorozyjnym, należy je pokryć farbą zaprawkową. Specyficzne wymagania są następujące: użyj podkładu epoksydowego bogatego w cynk jako podkładu antykorozyjnego do naprawy, a następnie, w zależności od lokalizacji, wykonaj w odpowiedniej kolejności uszczelniacz, farbę pośrednią i powłokę nawierzchniową.
Po wkręceniu łączonych na budowie śrub należy nałożyć farbę antykorozyjną zgodnie z wymaganiami projektowymi. W przypadku śrub stosowanych na wolnym powietrzu lub w środowisku środowiska korozyjnego, oprócz nałożenia farby antykorozyjnej, należy z czasem uszczelnić połączenia płytek łączących maścią lub szpachlą.
Kontrola jakości konstrukcji konstrukcji stalowo-betonowej:

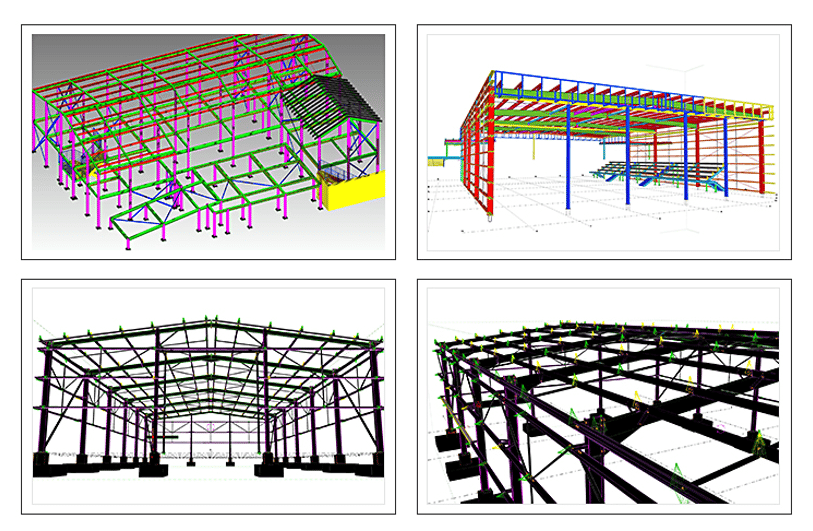
Aby rozwiązać przestrzenną sprzeczność pomiędzy profilowaną stalą a prętami stalowymi w połączeniach belek i słupów w profilowanej ramie stalowo-betonowej, aby zapewnić ciągłość i penetrację głównych prętów w słupie od dołu do góry oraz zapewnić jego integralność, przed obróbką należy poddać profilowanym stalowym belkom i kolumnom obróbkę.
Wykonać szczegółowy projekt położenia perforacji pręta stalowego: Dodatkowo, aby zastosować śrubę ściągającą przy podparciu szalunku, należy wykonać szczegółowy projekt położenia ucha śruby pociągowej na słupie stalowym.
Przed montażem konstrukcji stalowej należy sprawdzić oś położenia budynku, oś fundamentu oraz położenie i wysokość śrub kotwiących, a także przeprowadzić próby fundamentu oraz odbiory i odbiory.
Wytrzymałość betonu fundamentowego musi spełniać wymagania projektowe przed montażem; punkt odniesienia znaku osi fundamentu i rzędnej musi być dokładny i kompletny; montaż profilowanej kolumny stalowej: kontroluj wysokość, kontroluj pionowość, kontroluj położenie, położenie śruby kotwiącej i powierzchni nośnej musi być dokładne.
Podkładkę z blachy stalowej stosowaną przy montażu słupa stalowego profilowanego należy ustawić pod dolną płytą stopy słupa w pobliżu śruby kotwiącej, a po stronie każdej śruby dwustronnej należy umieścić dwie grupy podkładek. Styk płyty nośnej z powierzchnią podstawy i dolną powierzchnią kolumny powinien być płaski i szczelny. Przed spoinowaniem płyty dolnej podstawy słupa należy przyspawać i zamocować płytę tylną.
Zbrojenie główne słupa stalowego zbrojonego należy wstawić ściśle według szczegółowych wyników projektowych dotyczących położenia zbrojenia głównego. Należy zadbać o to, aby położenie zbrojenia głównego przechodzącego przez płytę kołnierzową belki stalowej profilowanej było dokładne, a pionowość tej części zbrojenia była wymagana podczas całego procesu budowy słupa.
W przypadku montażu zbrojenia głównego poprzez profilowaną belkę stalową lub stalową płytę kołnierzową wspornika nośnego, należy najpierw przeprowadzić łączone zbrojenie przez otwór wzmacniający od dołu do góry, a następnie za pomocą specjalnej tulei połączyć się ze zbrojeniem dolnym.
Strzemiona na połączeniach profilowanej ramy stalowo-betonowej można przerobić wyłącznie na tuleje otwarte ze względu na wpływ profilowanych belek stalowych i stalowych środników wsporników. Fabrycznie wstępnie lutowane) spawanie.
Podczas obróbki stalowej płyty kotwiącej w górnej części słupa należy zarezerwować otwory wzmacniające zgodnie z wynikami obliczeń zagłębienia głównego układu zbrojenia. Spoinę należy wypełnić szczeliną pomiędzy zarezerwowanym otworem a zbrojeniem, a wierzch spoiny powinien zlicować się z górną powierzchnią płyty kotwiącej;
Uważnie rozważ długość surowców, przygotuj rozsądne składniki i kontroluj liczbę połączeń prętów stalowych w tej samej sekcji, aby spełnić wymagania specyfikacji.
Położenie połączeń prętów stalowych, rozstaw strzemion i kąt haków strzemion muszą odpowiadać wymaganiom specyfikacji konstrukcyjnej i projektu, a odbiór ukryty musi zostać dokonany.
Przed podparciem słupa należy wysunąć drut na dolną powierzchnię, wycentrować położenie słupa i skorygować położenie zbrojenia słupa.
Wylewanie betonu Ze względu na gęste zbrojenie wokół stali kształtownika i wpływ stalowej belki kształtownika na górę słupa, wylewanie zwykłego betonu jest trudne. Wybór betonu samozagęszczalnego o właściwościach samopoziomujących i samozagęszczających może zapewnić jakość konstrukcji.
Nie można regulować szybkości wylewania betonu. Jeżeli jest zbyt szybko, wysokość popiołu powinna być kontrolowana za każdym razem na poziomie około 0.5 m, a odstęp czasu pomiędzy dwoma momentami wysypania popiołu powinien wynosić około 15 minut.
Podczas wylewania betonu należy uderzać gumowym młotkiem w zewnętrzną stronę szalunku, szczególnie w cztery narożniki słupa, aby sprawdzić, czy beton jest szczelnie wylany, a pomocne jest wyeliminowanie porów znajdujących się wewnątrz betonu.
Skontaktuj się z nami >>
Masz pytania lub potrzebujesz pomocy? Zanim zaczniemy, powinieneś wiedzieć, że prawie wszystkie prefabrykowane budynki stalowe są dostosowywane.
Nasz zespół inżynierów zaprojektuje go zgodnie z lokalną prędkością wiatru, obciążeniem deszczem, ldługość*szerokość*wysokośći inne dodatkowe opcje. Możemy też podążać za Twoimi rysunkami. Podaj mi swoje wymagania, a my zajmiemy się resztą!
Skorzystaj z formularza, aby się z nami skontaktować, a my skontaktujemy się z Tobą tak szybko, jak to możliwe.
O autorze: K-HOME
K-home Konstrukcja stalowa Co., Ltd zajmuje powierzchnię 120,000 XNUMX metrów kwadratowych. Zajmujemy się projektowaniem, budżetem projektu, produkcją i montaż konstrukcji stalowych PEB i płyt warstwowych z uprawnieniami generalnego wykonawstwa II stopnia. Nasze produkty obejmują lekkie konstrukcje stalowe, Budynki PEB, tanie domy prefabrykowane, domy kontenerowe, stal C/Z, różne modele kolorowych płyt stalowych, płyty warstwowe PU, płyty warstwowe styropianowe, płyty warstwowe z wełny mineralnej, panele chłodnicze, płyty oczyszczające i inne materiały budowlane.