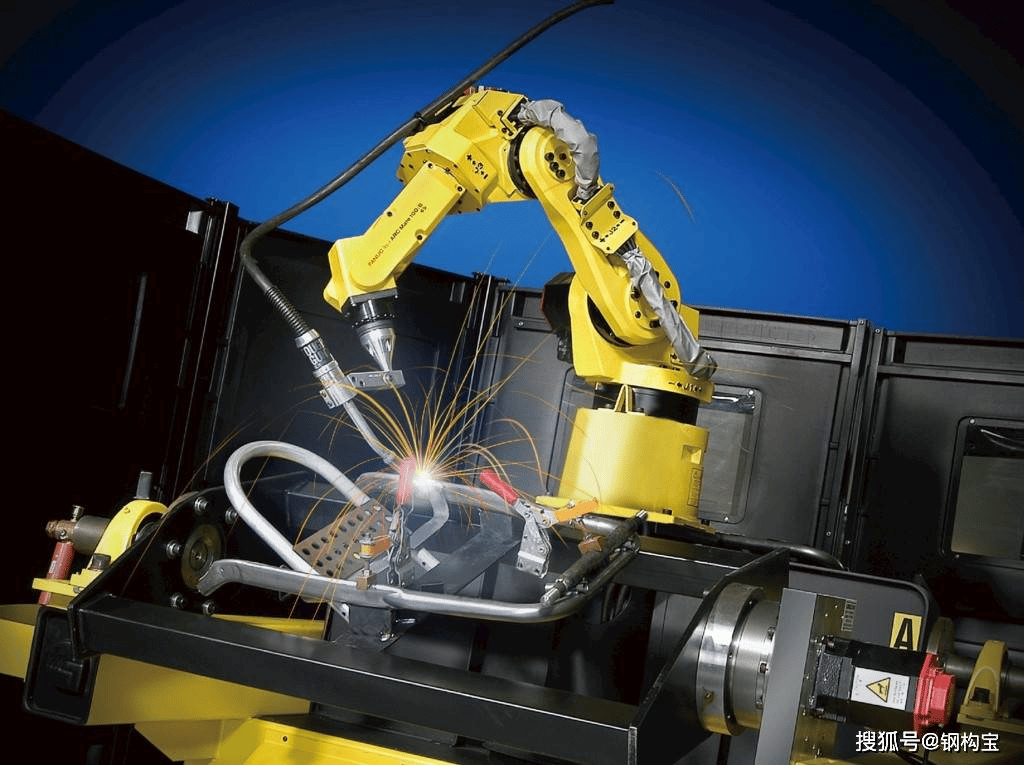
Există multe metode de sudare în prelucrarea oțelului, dar arc se folosește în principal sudarea. Deoarece echipamentul de sudare cu arc este simplu, ușor de utilizat pentru lucrători, iar calitatea sudurii este de încredere, există multe avantaje.
Sudarea cu arc poate fi împărțită în sudare manuală cu arc, sudare automată sau semiautomată cu arc scufundat și sudare ecranată cu gaz dupa gradul de automatizare a functionarii si tipul de material folosit pentru protejarea metalului topit in timpul sudarii.
Apoi, următoarele sunt metodele de sudare ale acestor structuri de oțel.
Citirea în continuare: Îmbinare de îmbinare sudată în structură de oțel

3 tipuri de Sudura cu arc
1. Sudarea manuală cu arc
Metoda de a se baza pe căldura arcului se numește sudare cu arc. Sudarea manuală cu arc este un fel de sudare cu arc cu tijă de sudură manuală, care este utilizată în mod obișnuit în sudarea structurilor de oțel.
Sudura și electrodul sunt doi electrozi care generează un arc, arcul generează multă căldură, sudura și electrodul topit, capătul electrodului se topește pentru a forma o picătură, trecerea la fuziunea metalului de bază al sudurii topite , formarea unui bazin și a unei serii de reacții fizico-metalurgice complexe. Pe măsură ce arcul se mișcă, bazinul de lichid topit se răcește treptat și se cristalizează pentru a forma o sudură.
Sub acțiunea temperaturii înalte, rece în acoperirea electrodului pe zgura topită armată cu oțel, care acoperă suprafața bazinului de metal topit, nu poate proteja numai temperatura ridicată a bazinului de metal topit și reacția dăunătoare a oxigenului și azot din aer și poate participa, de asemenea, la reacția chimică a bazinului topit și aliajul de scurgere, etc., la răcirea și solidificarea suprafeței metalice, formează înveliș de zgură de protecție.

2. Sudarea automată sau semiautomată cu arc scufundat
Sudarea automată cu arc scufundat este superioară sudării manuale datorită concentrației de căldură a arcului, deci are o adâncime mare de penetrare, calitate uniformă a sudurii, mai puține defecte interne, plasticitate bună și rezistență la impact. Calitatea sudării semiautomate cu arc scufundat este între sudarea automată cu arc scufundat și sudarea manuală.
În plus, sudarea automată sau semi-automată cu arc scufundat are viteză mare de sudare, eficiență ridicată a producției, cost redus și condiții bune de lucru. Cu toate acestea, aplicarea lor este limitată și de propriile condiții, deoarece sudorul trebuie să se deplaseze de-a lungul șinei de ghidare a sudurii, deci trebuie să existe anumite condiții de funcționare.
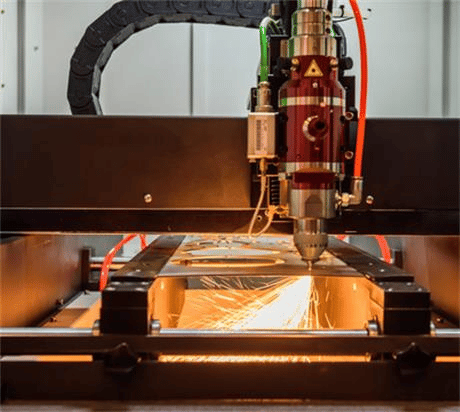
3. Sudarea ecranată cu gaz
Cunoscută și sub denumirea de sudare cu arc cu gaz de fuziune, CO2 sau gaz inert este utilizat pentru a crea un strat protector local în jurul arcului pentru a preveni invazia gazelor nocive și pentru a asigura stabilitatea procesului de sudare.
Sudare în toate pozițiile, calitate bună, viteză de topire rapidă, eficiență ridicată, economie de energie, nu este nevoie să îndepărtați zgura de sudură după sudare, dar este de remarcat faptul că trebuie acordată atenție pentru a evita vântul la sudare.
Materiale de sudare
Materialele de sudare includ electrozi, sârmă, pulbere metalică, flux, gaz etc.
tijă de sudare
O bandă de metal care umple îmbinarea unui sudor în timpul sudării cu gaz sau electric. Electrodul este de obicei fabricat din același material ca și piesa de prelucrat. Electrodul este un electrod de topire pentru sudarea cu arc electrod cu acoperire, care este compus din acoperire și miez de sudare.
sârmă de sudură
Sârma este un material de sudură din sârmă folosit fie ca metal de umplutură, fie ca conductor electric. În sudarea cu gaz și sudarea cu arc ecranat cu gaz tungsten, sârma de sudare este utilizată ca metal de umplutură; În sudarea cu arc scufundat, sudarea esG și o altă sudare cu arc ecranat cu GAZ, firul de sudare este atât metalul de adaos, cât și electrodul conductiv. Suprafața firului de sudură nu este acoperită cu flux antioxidare.
Pulbere de metal
Pulberea metalică se referă la grupul de particule de metal a cărui dimensiune este mai mică de 1 mm. Pulberea unică de metal, pulberea de aliaj și o anumită pulbere compusă refractară cu proprietăți metalice este principala materie primă a metalurgiei pulberilor.
Flux
Fluxul, numit și agent de lipire, are o definiție largă, incluzând sare topită, materie organică, gaz activ, abur metalic etc., adică, pe lângă metalul de bază și lipirea, se referă în general la al treilea tip de material utilizat pentru reduce tensiunea interfeței dintre metalul de bază și lipire.
Gaz
Gazul este una dintre cele patru stări de bază ale materiei (celelalte trei sunt solide, lichide și plasmă). Gazele pot fi compuse dintr-un singur atom (de exemplu, gaze nobile), molecule elementare ale unui element (de exemplu, oxigen), molecule compuse din mai multe elemente (de exemplu, dioxid de carbon) și așa mai departe.

Condiție și cerințe
Sudorii trebuie să fie calificați prin pregătire și să obțină certificate de calificare înainte de a putea efectua lucrări de sudare.
Pentru suduri importante ale părților structurale importante, ambele capete ale sudurilor sau intersecția sudurilor trebuie ștanțate cu codul de sudor.
Înainte de sudare, piesele de sudură trebuie curățate de murdărie din apropierea suprafeței sudurii, cum ar fi depuneri de oxid, ulei, vopsea anticorozivă etc.
La sudarea sub zero grade Celsius, trebuie respectate următoarele condiții:
- Asigurați-vă că sudura se poate micșora liber în timpul sudării;
- nu folosiți un ciocan greu pentru a lovi părțile structurale sudate;
- Înainte de sudare, îndepărtați toată gheața și zăpada de pe piesele structurale sudate;
- Înainte de sudare, preîncălziți conform prevederilor, temperatura specifică se determină conform testului de proces.
Înainte de sudare ar trebui să fie preîncălzit conform prevederilor, trebuie să fie sigilat placa de bază de sudură (web), placa nervură, capătul despărțitor (direcția grosimii) și conectorul expus capătul golului;
Părțile ascunse ale structurii de oțel trebuie sudate, acoperite și sigilate după trecerea inspecției.
Sudarea cap la cap pe două fețe ar trebui să aleagă rădăcină de sudură, rădăcină de sudură alegere poate folosi o lopată pneumatică, curgerea arcului de carbon, țesut și metode de prelucrare mecanică.

Sudarea multistrat va fi sudata continuu, iar fiecare strat de trecere de sudura va fi curatat si inspectat la timp dupa sudare, iar defectele vor fi indepartate inainte de sudare.
În procesul de sudare, utilizați o poziție de sudare plată pe cât posibil.
În timpul sudării nu se utilizează electrodul cu miez de sudură decojit sau ruginit și fluxul cu aglomerare umedă și învelișul de zgură care a fost topit; Sârma de sudură și cuiul de sudură trebuie curățate de ulei și rugină înainte de utilizare.
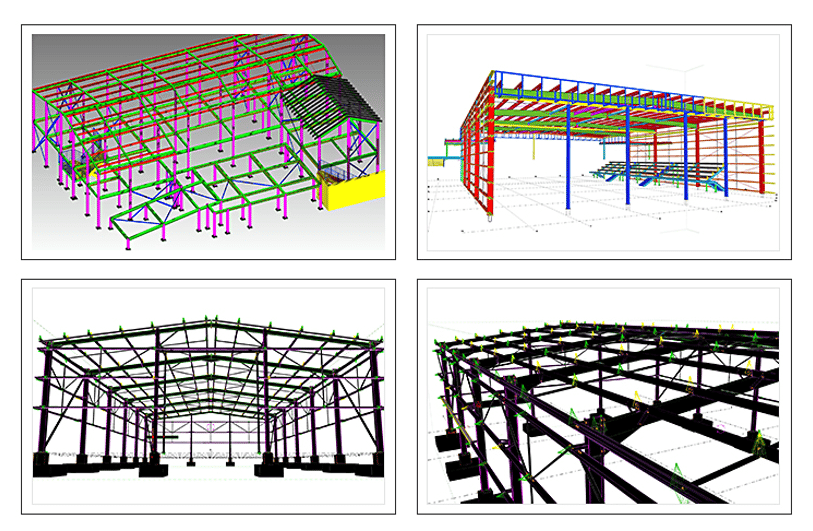
Lectură suplimentară: Instalare și proiectare structuri de oțel
Unitatea de construcție pentru prima utilizare a oțelului, materialelor de sudură, metodelor de sudare, tratamentului termic post-sudare etc., va efectua evaluarea procesului de sudare, va scrie un raport de evaluare a procesului și va determina procesul de sudare conform raportului de evaluare.
Timpul de oprire a sudării sudorului de peste 6 luni, ar trebui reevaluat.
Sudarea, sudorii ar trebui să respecte procesul de sudare, nu sudarea liberă și arcul pe metalul de bază în afara cordonului de sudură.
Îmbinarea cap la cap, îmbinarea în formă de T, îmbinarea colțului, sudarea cap la cap a îmbinării încrucișate și sudura combinată cap la cap și colțul, ar trebui să fie setate la ambele capete ale arcului de sudură și ale plăcii de plumb, materialul și forma canelurii ar trebui să fie aceleași ca și sudura.
Lungimea de inițiere a arcului și sudarea cu plumb: sudarea cu arc scufundat trebuie să fie mai mare de 50 mm, sudarea manuală cu arc și sudarea protejată cu gaz trebuie să fie mai mare de 20 mm. După sudare, tăierea cu gaz ar trebui să fie folosită pentru a tăia arcul și placa de plumb și lustruită netedă, nu trebuie doborâtă cu un ciocan.
Fisuri de sudură, sudorii nu trebuie să se ocupe fără autorizație, ar trebui să afle cauza, să stabilească procesul de reparație care poate fi procesat. Numărul de reparații ale aceleiași părți a sudurii nu trebuie să depășească de două ori. Când se face de mai mult de două ori, procesul de reparare ar trebui să fie efectuat în conformitate cu procesul de reparare.
După sudare, sudorul trebuie să curețe zgura de pe suprafața sudurii și stropii de pe ambele părți și să verifice calitatea aspectului sudurii. După trecerea inspecției, marcajul din oțel al sudorului se va face pe partea cusăturii de sudură specificată în proces.
Oțelul structural carbon ar trebui să fie răcit la temperatura ambiantă în sudare, iar oțelul structural slab aliat trebuie sudat timp de 24 de ore înainte de inspecția sudurii.
Clădirea de oțel PEB




Celelalte atașamente suplimentare










Întrebări frecvente despre construcție
- Cum să proiectați componente și piese de construcție din oțel
- Cât costă o clădire din oțel
- Servicii pre-construcții
- Ce este o construcție cu rame de portal de oțel
- Cum să citiți desenele din oțel structural
Bloguri selectate pentru dvs
- Principalii factori care afectează costul depozitului de structuri metalice
- Cum clădirile din oțel ajută la reducerea impactului asupra mediului
- Cum să citiți desenele din oțel structural
- Sunt clădirile din metal mai ieftine decât clădirile din lemn?
- Beneficiile clădirilor metalice pentru uz agricol
- Alegerea locației potrivite pentru clădirea dvs. metalică
- Realizarea unei biserici prefabricate din oțel
- Carcasă pasivă și metal – Fabricate unul pentru celălalt
- Utilizări pentru structuri metalice pe care este posibil să nu le fi cunoscut
- De ce aveți nevoie de o casă prefabricată
- Ce trebuie să știți înainte de a proiecta un atelier de structură de oțel?
- De ce ar trebui să alegeți o casă cu cadru de oțel în locul unei case cu cadru de lemn
Contactaţi-ne >>
Aveți întrebări sau aveți nevoie de ajutor? Înainte de a începe, trebuie să știți că aproape toate clădirile prefabricate din oțel sunt personalizate.
Echipa noastră de ingineri îl va proiecta în funcție de viteza vântului local, încărcarea ploii, llungime*latime*inaltime, și alte opțiuni suplimentare. Sau, am putea urmări desenele dvs. Vă rugăm să-mi spuneți cerința dvs. și noi ne vom ocupa de restul!
Folosiți formularul pentru a contacta și vă vom contacta în cel mai scurt timp posibil.
Despre autor: K-HOME
K-home Steel Structure Co., Ltd se întinde pe o suprafață de 120,000 de metri pătrați. Suntem implicați în proiectarea, bugetul proiectului, fabricarea și instalarea structurilor din oțel PEB și panouri sandwich cu calificare generală de contractare de gradul doi. Produsele noastre acoperă structuri ușoare din oțel, Clădiri PEB, case prefabricate low-cost, case containere, oțel C/Z, diverse modele de plăci de oțel colorate, panouri sandwich PU, panouri sandwich eps, panouri sandwich din lână de rocă, panouri pentru camere frigorifice, plăci de purificare și alte materiale de construcție.