Quality Control Ng Steel Structure Production
Ang pagputol ng gas (pagputol ng cushion o pagputol ng apoy) ay mas mabuti na ang pagputol ng CNC, precision cutting, at semi-awtomatikong pagputol. Kapag ang pagputol sa itaas ay ginamit nang walang kondisyon, maaaring gamitin ang manu-manong pagputol, at dapat gamitin ang mga pantulong na kasangkapan tulad ng paggawa ng amag. Kasabay nito, 3-Ang machining allowance na 4mm ay machined o smoothed na may grinding wheel.
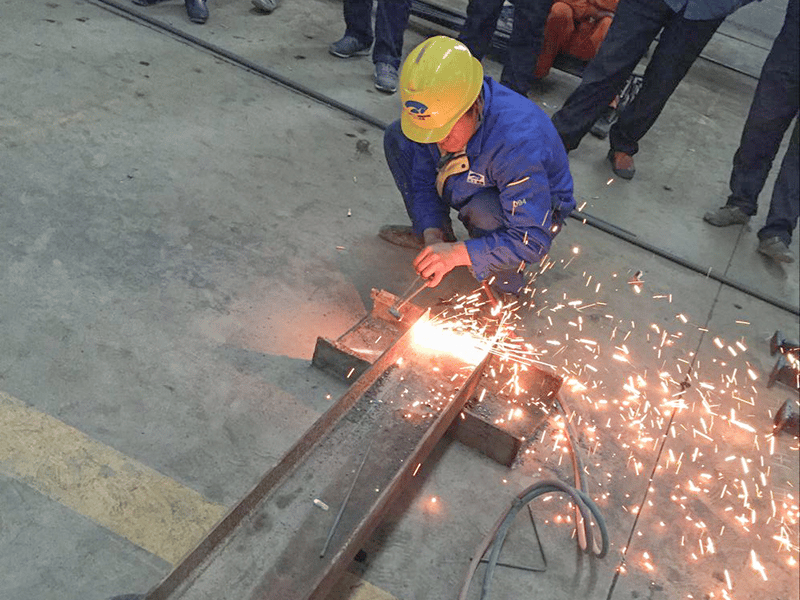
Para sa mga bahagi ng steel plate na hugis strip, ang mahabang slits sa magkabilang gilid ay dapat na gas-cut sa parehong oras upang maiwasan ang saber mula sa deformed. Kapag ang unconditional gas welding ay isinasagawa nang sabay-sabay, dapat gamitin ang segmented gas-cutting, at pansamantalang natitira ang 30-50mm sa pagitan ng dalawang dulo ng slit at sa pagitan ng mga segment. Matapos lumamig ang kerf, putulin ang 30-50mm sa lahat ng dako.
Ang pagputol ng gas ay dapat isagawa sa isang espesyal na plataporma, at dapat mayroong linear o point contact sa pagitan ng platform at ang steel plate na puputulin. Ang lahat ng mga pangunahing bahagi, maliban kung tinukoy sa mga guhit ng disenyo, ay hindi dapat idugtong ng mga maiikling materyales.
Ang lahat ng mga bakal ay dapat na muling suriin ayon sa mga probisyon ng kaukulang mga pagtutukoy bago gamitin. Kung mayroong pagpapapangit, atbp., ang pamamaraan ay dapat na ituwid at itama nang hindi napinsala ang bakal. Ang pagkonekta ng mga kumplikadong istruktura ng bakal ay dapat na pre-assembled.
Para sa pinahihintulutang paglihis ng welding, paggawa ng butas at pagpupulong ng mga bahagi ng istruktura ng bakal, mangyaring sumangguni sa "Mga Regulasyon ng Mataas na Bakal" at "Mga Regulasyon sa Inspeksyon". Ang lokasyon ng mga splicing node ng malalaking bahagi ay dapat aprubahan ng yunit ng disenyo.
Matuto Pa Tungkol sa Nakakaimpluwensya sa Presyo/Halaga ng Steel Building
Steel Structure Welding Construction Quality Control
Pre-weld preheating at post-weld heat treatment: Para sa mga welds na kailangang pre-welded at post-weld heat treatment, ang preheating temperature o post-heating temperature ay dapat na alinsunod sa kasalukuyang nauugnay na pambansang pamantayan o tinutukoy ng mga pagsubok sa proseso.
Ang lugar ay nasa magkabilang panig ng weld bead, at ang lapad ng bawat panig ay dapat na higit sa 1.5 beses ang kapal ng weldment, at hindi dapat mas mababa sa 100mm; Ang paggamot pagkatapos ng init ay dapat isagawa kaagad pagkatapos ng hinang, at ang oras ng paghawak ay dapat matukoy ayon sa kapal ng plato, 1h bawat 25mm na kapal ng plato.

Mahigpit na ipinagbabawal na simulan ang arko sa base metal sa labas ng weld zone. Ang lokal na lugar ng arko na nagsisimula sa uka ay dapat na hinangin nang isang beses, at walang arc crater ang dapat iwan.
Ang mga multi-layer welds ay dapat na patuloy na hinangin, at ang bawat layer ng mga welds ay dapat na malinis sa oras pagkatapos ng hinang.
4Ang carbon structural steel ay dapat palamigin sa ambient temperature sa weld, at ang low-alloy steel ay dapat isailalim sa hindi mapanirang inspeksyon ng weld 24 na oras pagkatapos makumpleto ang welding.
Sa welding ng makapal na mga plato at fillet joints na may kapal na higit sa 20mm, dapat gawin ng construction unit (kabilang ang production at installation units ang lahat ng kinakailangang hakbang upang maiwasan ang pagkapunit ng laminar sa direksyon ng kapal.
Bukod dito, kapag ang kapal ng plato ≥ Kapag ang kapal ay 30mm, upang maiwasan ang layered tearing sa direksyon ng kapal, bago magwelding, ang ultrasonic flaw detection ay dapat isagawa sa lugar na 2 beses ang kapal ng plate plus 30mm sa magkabilang panig. ng centerline ng base metal weld. Hindi dapat magkaroon ng mga bitak, interlayer at mga Depekto tulad ng delamination.
Kapag ang village backing plate ay ginagamit para sa hinang, bilang karagdagan sa laki ng puwang sa ugat ng welding groove, na dapat matugunan ang mga kinakailangan sa disenyo, ang backing plate at ang weldment ay dapat na malapit na nakakabit, upang ang daloy ng hinang ay matunaw sa ang backing plate, at matugunan ang mga sumusunod na kinakailangan:
- Ang mga teknikal na kinakailangan ng backing plate ay dapat na kapareho ng welding material.
- Ang paraan ng pretreatment ng backing plate ay dapat na kapareho ng sa mga welded na bahagi.
- Matapos makumpleto ang hinang, ang backing plate ay tinanggal sa pamamagitan ng pagputol. Ang orihinal na bahagi ng koneksyon sa pagitan ng bahagi at ang backing plate ay dapat na smoothed at suriin para sa anumang mga bitak.
Kapag hinang ang mga naka-embed na bahagi, ang mga sukat tulad ng manipis na mga electrodes, mababang kasalukuyang, layering, at interval welding ay dapat gamitin upang kontrolin ang temperatura ng buong naka-embed na bahagi upang maiwasan ang mga paso at coagulation.
Kapag hinang sa paligid ng tatlong panig at sa paligid ng fillet, ang mga sulok ay dapat na patuloy na hinangin. Ang mga miyembro ng istruktura ng bakal ay hindi dapat hinangin sa ilalim ng stress. Ang mga welds ay dapat na maiwasan ang magkakapatong sa bawat isa hangga't maaari.
Steel Structure Installation Engineering Construction Control Quality
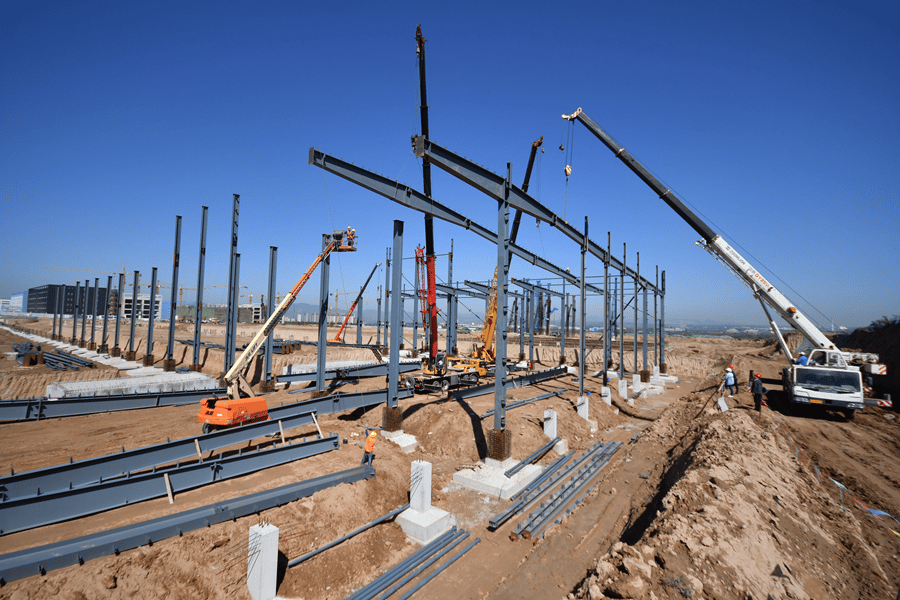
- Kapag itinataas ang seksyong steel column, gamitin ang two-point hoisting method. Matapos mailagay at maayos ang hoisting, ibinibigay ang pansamantalang suporta upang maiwasan itong tumagilid ng hangin o iba pang panlabas na puwersa.
- Ang istraktura ng bakal ay dapat magkaroon ng sertipiko ng kalidad ng produkto kapag ito ay pumasok sa site, at ang mga sub-proyekto nito tulad ng welding connection, fastener connection, at steel component production ay dapat maging kwalipikado.
- Suriin ang katatagan ng pag-angat ng bahagi, piliin ang makinarya sa pag-aangat nang makatwiran, at tukuyin ang isang matipid at magagawang plano ng pag-aangat.
- Ang istraktura ng bakal ay dapat matugunan ang mga kinakailangan sa disenyo at mga pagtutukoy. Ang pagpapapangit ng istraktura ng bakal at ang pagbabalat ng patong na dulot ng transportasyon, stacking, hoisting, atbp. ay dapat na itama at ayusin.
- Para sa pag-install ng mga multi-layer o high-rise frame na miyembro, pagkatapos makumpleto ang pag-angat ng bawat layer, dapat itong itama ayon sa mga intermediate na talaan ng pagtanggap at data ng pagsukat, at dapat ipaalam sa tagagawa na ayusin ang haba ng mga miyembro kung kinakailangan.
- Para sa mga node na kinakailangang maging masikip sa disenyo, ang dalawang eroplanong magkadikit ay dapat na 70% na malapit sa isa't isa at naka-check gamit ang 0.3mm feeler gauge. Ang maximum na agwat sa pagitan ng mga gilid ay hindi dapat lumampas sa 0.8mm.
- Ang posisyon ng sungay ay dapat tiyakin ang tigas ng ilalim ng haligi, at ang pag-aayos ng sungay ay dapat pahintulutan ang haligi o base na magdala ng karagdagang mga karga.
- Ang positioning axis ng bawat column ay dapat na direktang humantong mula sa ground control line, hindi mula sa axis ng lower column; ang elevation sa sahig ng istraktura ay dapat kontrolin ayon sa relatibong elevation o elevation ng disenyo.
- Matapos mabuo ang space stiffness unit, ang agwat sa pagitan ng column bottom plate at ang ibabaw ng pundasyon ay dapat mapalitan ng pinong bato na kongkreto at grouting material sa oras.
- Kapag ang istraktura ng bakal ay dinadala, nakasalansan at naka-install, ang katatagan ng istraktura ay dapat na matiyak, at ang istraktura ay hindi dapat permanenteng deformed.
- Sa pagitan ng mga bahagi ng bakal na konektado sa pamamagitan ng mga high-strength bolts, ang reaming ay hindi pinapayagan sa kalooban, at ang gas-cutting reaming ay mahigpit na ipinagbabawal. 12. Para sa katumpakan ng pag-install at pinahihintulutang error ng mga bahagi, mangyaring sumangguni sa "Mga Regulasyon ng Mataas na Bakal", "Mga Regulasyon sa Bakal" at "Mga Regulasyon sa Inspeksyon".
- Pre-embedded bolts: Sa panahon ng proseso ng pagbuhos, kinakailangan upang matiyak na ang mga bolts ng pundasyon ay mananatili sa lugar. Sa lahat ng mga yugto ng konstruksiyon, ang mga hakbang ay dapat gawin upang maprotektahan ang mga bolts, mga sinulid at mga mani mula sa pinsala, kaagnasan at kontaminasyon. Ang mga bolt guard na nakabaon sa pundasyon ay dapat panatilihing malinis at walang mga labi.
- Grouting: Ang grouting ng ilalim na plato ng base ng haligi ay dapat isagawa pagkatapos na ang istraktura ay nakapasa sa alignment, level at verticality test, may sapat na suporta, at tumpak at matatag na konektado sa permanenteng connecting member. Ang espasyo sa ilalim ng base plate ay dapat alisin at linisin bago mag-grouting. Ang komersyal na grawt ay dapat ihanda, halo-halong at grouted ayon sa mga tagubilin ng tagagawa. Ang mga pagsusuri ay dapat isagawa kung kinakailangan.
- Kapag nag-i-install ng profiled steel column, kontrolin ang flatness at compactness ng column foot, higpitan ang stud bolts, at master ang verticality ng profiled steel column.
Karagdagang Pagbabasa: Pag-install at Disenyo ng Steel Structure
Kontrol sa Kalidad ng Konstruksyon na Anti-Corrosion na Bakal:
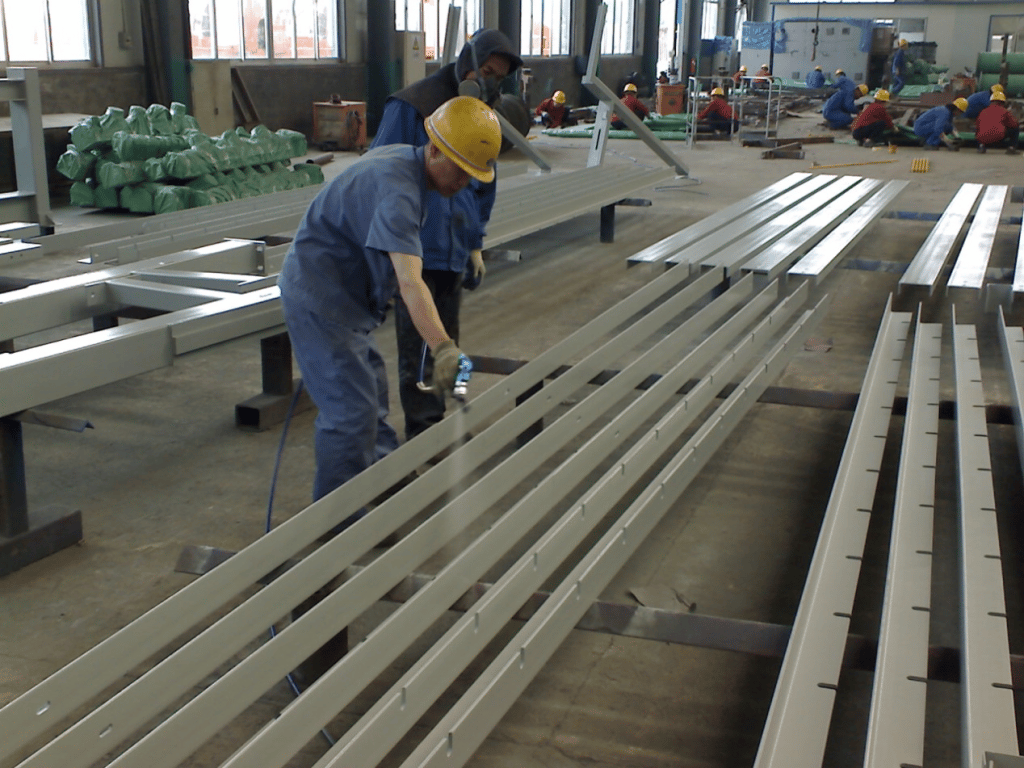
Bago lagyan ng kulay ang istraktura ng bakal, ang mga burr, kalawang, oxide scale, mantsa ng langis at mga attachment sa ibabaw ng mga bahagi ay dapat na ganap na alisin, at ang kalawang ay dapat na lubusang alisin sa pamamagitan ng sandblasting, shot blasting, atbp. On-site na pintura at Ang pag-alis ng kalawang ay maaaring gawin ng mga de-kuryenteng motor. , Ang tool sa pagtanggal ng kalawang ng pneumatic ay lubusang nag-aalis ng kalawang, pagkatapos na maging kwalipikado ang pag-alis ng kalawang sa ibabaw ng bakal, dapat itong lagyan ng kulay sa loob ng kinakailangang takdang panahon.
Para sa mga bahagi na naging anti-rust primer, ngunit may pinsala, kalawang, pagbabalat, atbp., at mga bahagi na hindi pa anti-rust primer, dapat silang tratuhin ng touch-up ng pintura. Ang mga partikular na kinakailangan ay: gumamit ng epoxy zinc-rich primer bilang repair anti-rust primer, at pagkatapos ay ayon sa lokasyon, ayusin ang sealer, midway paint, at topcoat.
Matapos ang mga bolts na konektado sa site ay screwed, ang anti-kalawang na pintura ay dapat ilapat ayon sa mga kinakailangan sa disenyo. Para sa mga bolts na ginagamit sa open air o sa kinakaing unti-unti na kapaligiran, bilang karagdagan sa paglalapat ng anti-rust na pintura, ang mga joints ng connecting plates ay dapat na selyadong may ointment o masilya sa oras.
Pagkontrol sa Kalidad ng Konstruksyon Ng Istraktura ng Bakal-Konkreto:

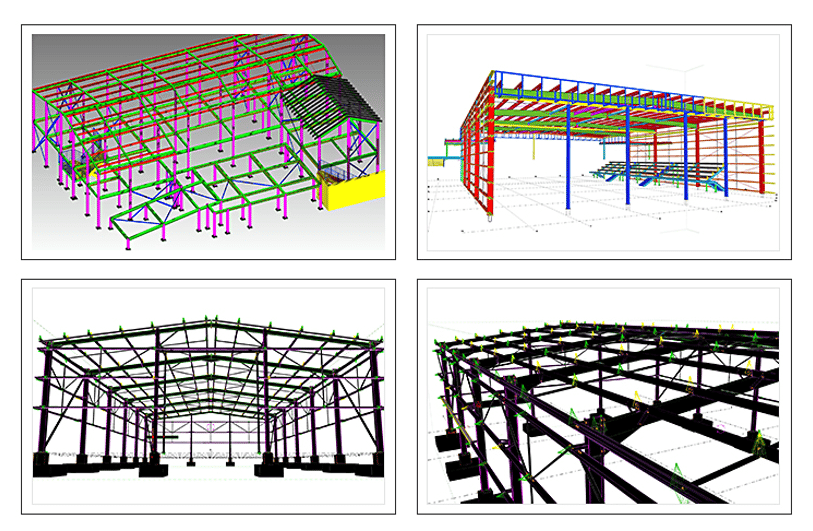
Upang malutas ang spatial na kontradiksyon sa pagitan ng profiled steel at steel bar sa beam at column joints sa profiled steel-concrete frame, upang mapagtanto ang pagpapatuloy at pagtagos ng mga pangunahing bar sa haligi mula sa ibaba hanggang sa itaas at matiyak ang integridad nito, kinakailangang iproseso ang mga profiled steel beam at column bago iproseso.
Isagawa ang detalyadong disenyo ng posisyon ng pagbubutas ng steel bar: Bilang karagdagan, upang magamit ang pull bolt kapag sinusuportahan ang formwork, dapat na isagawa ang detalyadong disenyo ng posisyon ng pull bolt eye sa steel column.
Bago ang pag-install ng istraktura ng bakal, ang positioning axis ng gusali, ang axis ng pundasyon at ang posisyon at elevation ng anchor bolts ay dapat suriin, at ang pundasyon ay dapat na masuri at ang handover at acceptance procedures ay dapat isagawa.
Ang lakas ng kongkretong pundasyon ay dapat matugunan ang mga kinakailangan sa disenyo bago i-install; ang reference point ng marka ng axis ng pundasyon at elevation ay dapat na tumpak at kumpleto; ang pag-install ng profiled steel column: kontrolin ang elevation, kontrolin ang verticality, kontrolin ang posisyon, dapat na tumpak ang posisyon ng anchor bolt at ang supporting surface.
Ang steel plate backing plate na ginamit sa pag-install ng profiled steel column ay dapat itakda sa ilalim ng ilalim na plate ng column foot malapit sa anchor bolt, at dalawang grupo ng backing plates ang dapat ayusin sa gilid ng bawat stud bolt. Ang contact sa pagitan ng backing plate at ang base surface at ang ilalim na ibabaw ng column ay dapat na flat at masikip. Bago i-grouting ang ilalim na plato ng base ng haligi, ang backing plate ay dapat na welded at maayos.
Ang pangunahing reinforcement ng reinforced steel column ay dapat na ipasok sa mahigpit na alinsunod sa mga detalyadong resulta ng disenyo ng posisyon ng pangunahing reinforcement. Dapat tiyakin na ang posisyon ng pangunahing pampalakas na dumadaan sa flange plate ng profiled steel beam ay tumpak, at ang verticality ng bahaging ito ng reinforcement ay kinakailangan sa buong proseso ng pagtatayo ng haligi.
Kapag ini-install ang pangunahing reinforcement sa pamamagitan ng profiled steel beam o steel support corbel flange plate, ipasa muna ang reinforcement na ikokonekta sa pamamagitan ng reinforcement hole mula ibaba hanggang itaas, at pagkatapos ay gumamit ng espesyal na manggas para kumonekta sa lower reinforcement.
Ang mga stirrups sa mga joints ng profiled steel-concrete frame ay maaari lamang iproseso sa open sleeves dahil sa impluwensya ng profiled steel beams at steel support corbel webs. Factory pre-soldered) welding.
Sa panahon ng pagproseso ng anchoring steel plate sa tuktok ng haligi, kinakailangan na magreserba ng mga butas ng reinforcement ayon sa mga resulta ng pagpapalalim ng disenyo ng pangunahing pag-aayos ng reinforcement. Ang weld ay dapat punan ng puwang sa pagitan ng nakalaan na butas at ng reinforcement, at ang tuktok ng weld ay dapat na kapantay sa tuktok na ibabaw ng anchor plate;
Maingat na isaalang-alang ang haba ng mga hilaw na materyales, gumawa ng mga makatwirang sangkap, at kontrolin ang bilang ng mga steel bar joint sa parehong seksyon upang matugunan ang mga kinakailangan ng detalye.
Ang posisyon ng steel bar joints, ang spacing ng stirrups, at ang anggulo ng stirrup hooks ay dapat matugunan ang mga kinakailangan ng construction specifications at disenyo, at lihim na pagtanggap ay dapat gawin.
Bago suportahan ang haligi, ang kawad ay dapat na lumabas sa ilalim na ibabaw, at ang posisyon ng haligi ay dapat na nakasentro, at ang posisyon ng reinforcement ng haligi ay dapat na itama.
Pagbuhos ng kongkreto Dahil sa siksik na reinforcement sa paligid ng seksyon na bakal at ang impluwensya ng seksyon ng steel beam sa tuktok ng haligi, mahirap ibuhos gamit ang ordinaryong kongkreto. Ang pagpili ng self-compacting concrete na may self-leveling at self-compacting properties ay makakasiguro ng kalidad ng konstruksiyon.
Ang bilis ng pagbuhos ng kongkreto ay hindi maaaring.
Kapag nagbubuhos ng kongkreto, gumamit ng martilyo ng goma upang hampasin ang labas ng formwork, lalo na ang apat na sulok ng haligi, upang masuri kung ang kongkreto ay ibinuhos nang mahigpit, at ito ay kapaki-pakinabang upang alisin ang mga pores sa loob ng kongkreto.
Makipag-ugnayan sa amin >>
May mga katanungan o kailangan ng tulong? Bago tayo magsimula, dapat mong malaman na halos lahat ng mga prefab steel na gusali ay naka-customize.
Ang aming koponan sa engineering ay magdidisenyo nito ayon sa bilis ng lokal na hangin, pagkarga ng ulan, length*lapad*taas, at iba pang mga karagdagang opsyon. O, maaari naming sundin ang iyong mga guhit. Mangyaring sabihin sa akin ang iyong pangangailangan, at gagawin namin ang iba pa!
Gamitin ang form upang makipag-ugnayan at makikipag-ugnayan kami sa iyo sa lalong madaling panahon.
Tungkol sa May-akda: K-HOME
K-home Steel Structure Co., Ltd sumasaklaw sa isang lugar na 120,000 metro kuwadrado. Kami ay nakikibahagi sa disenyo, badyet ng proyekto, katha, at pag-install ng mga istrukturang bakal ng PEB at mga sandwich panel na may pangalawang baitang pangkalahatang mga kwalipikasyon sa pagkontrata. Sinasaklaw ng aming mga produkto ang magaan na istrukturang bakal, mga gusali ng PEB, murang mga prefab house, mga bahay lalagyan, C/Z steel, iba't ibang modelo ng color steel plate, PU sandwich panel, eps sandwich panel, rock wool sandwich panel, cold room panel, purification plate, at iba pang construction materials.