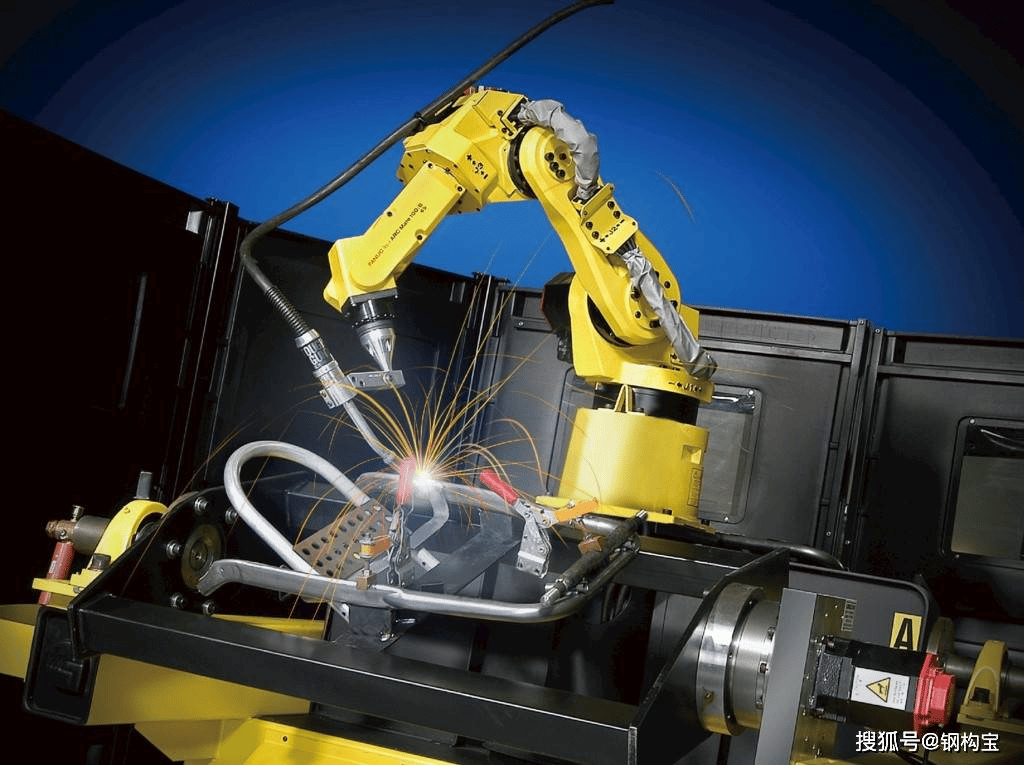
Teräksen käsittelyssä on monia hitsausmenetelmiä, mutta kaari Hitsausta käytetään pääasiassa. Koska kaarihitsauslaitteet ovat yksinkertaisia, työntekijöiden helppokäyttöisiä ja hitsin laatu on luotettava, sillä on monia etuja.
Valokaarihitsaus voidaan jakaa manuaalinen kaarihitsaus, automaattinen tai puoliautomaattinen upokaarihitsaus ja kaasusuojattu hitsaus toiminnan automatisointiasteen ja sulan metallin suojaamiseen hitsauksen aikana käytetyn materiaalin tyypin mukaan.
Seuraavassa on sitten näiden teräsrakenteiden hitsausmenetelmät.
Lue lisää: Teräsrakenteen hitsattu jatkos

3 tyyppiä Kaarihitsaus
1. Manuaalinen kaarihitsaus
Menetelmää luottaa kaaren lämpöön kutsutaan kaarihitsaukseksi. Manuaalinen kaarihitsaus on eräänlainen kaarihitsaus manuaalisella hitsaustangolla, jota käytetään yleisesti teräsrakenteiden hitsauksessa.
Hitsaus ja elektrodi ovat kaksi elektrodia, jotka synnyttävät kaaren, kaari tuottaa paljon lämpöä, hitsaus ja sulanut elektrodi, elektrodin pää sulaa pisaran muodostamiseksi, siirtyminen sulan hitsin perusmetallin sulatukseen , poolin muodostuminen ja sarja monimutkaisia fysikaalis-metallurgisia reaktioita. Kaaren liikkuessa nestemäinen sulaallas jäähtyy vähitellen ja kiteytyy muodostaen hitsin.
Korkean lämpötilan, kylmän teräsvahvisteisen sulan kuonan elektrodipinnoitteen vaikutuksesta, joka peittää sulan metallialtaan pinnan, se ei voi vain suojata sulan metallialtaan korkeaa lämpötilaa ja hapen haitallista reaktiota ja typpeä ilmassa, ja se voi myös osallistua sulan altaan kemialliseen reaktioon ja tihkuvaan metalliseos jne., metallipinnan jäähdytykseen ja kiinteytymiseen, muodostaa suojaavan kuonakuoren.

2. Automaattinen tai puoliautomaattinen upokaarihitsaus
Automaattinen upokaarihitsaus on parempi kuin manuaalinen hitsaus kaaren lämmön keskittymisen vuoksi, joten sillä on suuri tunkeutumissyvyys, tasainen hitsin laatu, vähemmän sisäisiä vikoja, hyvä plastisuus ja iskunkestävyys. Puoliautomaattisen upokaarihitsauksen laatu on automaattisen upokaarihitsauksen ja manuaalisen hitsauksen välillä.
Lisäksi automaattisella tai puoliautomaattisella upokaarihitsauksella on suuri hitsausnopeus, korkea tuotantotehokkuus, alhaiset kustannukset ja hyvät työolosuhteet. Niiden käyttöä rajoittavat kuitenkin myös omat olosuhteet, koska hitsaajan on liikuttava hitsin ohjauskiskoa pitkin, joten tietyt käyttöolosuhteet on oltava olemassa.
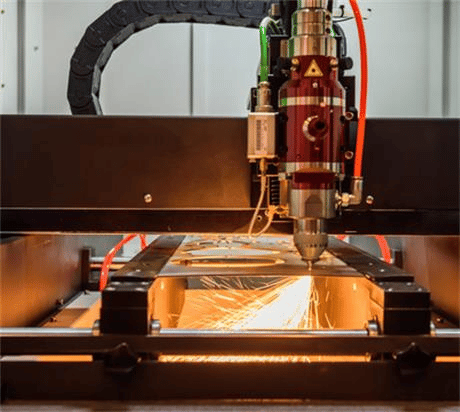
3. Kaasusuojattu hitsaus
Tunnetaan myös fuusiokaasukaarihitsauksena, CO2:ta tai inerttiä kaasua käytetään luomaan paikallinen suojakerros kaaren ympärille haitallisten kaasujen tunkeutumisen estämiseksi ja hitsausprosessin vakauden varmistamiseksi.
Kaikkiasentohitsaus, hyvä laatu, nopea sulamisnopeus, korkea hyötysuhde, energiansäästö, hitsauskuonaa ei tarvitse poistaa hitsauksen jälkeen, mutta kannattaa huomioida, että tuulen välttämiseen hitsauksessa on syytä kiinnittää huomiota.
Hitsausmateriaalit
Hitsausmateriaaleja ovat elektrodit, lanka, metallijauhe, sulate, kaasu jne.
hitsauspuikko
Metallinauha, joka täyttää hitsauslaitteen liitoksen kaasu- tai sähköhitsauksen aikana. Elektrodi on yleensä valmistettu samasta materiaalista kuin työkappale. Elektrodi on sulatuselektrodi elektrodikaarihitsaukseen pinnoitteella, joka koostuu pinnoitteesta ja hitsausytimestä.
Hitsauslanka
Lanka on lankahitsausmateriaalia, jota käytetään joko täytemetallina tai sähköjohtimena. Kaasuhitsauksessa ja volframikaasusuojatussa kaarihitsauksessa hitsauslankaa käytetään täytemetallina; Upokaarihitsauksessa, esG-hitsauksessa ja toisessa kaasusuojatussa kaarihitsauksessa hitsauslanka on sekä täytemetalli että johtava elektrodi. Hitsauslangan pintaa ei ole päällystetty hapettumisenestoaineella.
Metallijauhe
Metallijauheella tarkoitetaan metallihiukkasryhmää, jonka koko on alle 1 mm. Yksittäinen metallijauhe, seosjauhe ja jotkut tulenkestävät yhdistejauheet, joilla on metalliominaisuuksia, ovat jauhemetallurgian pääraaka-aine.
Vuo
Fluxilla, jota kutsutaan myös juotosaineeksi, on laaja määritelmä, joka sisältää sulan suolan, orgaanisen aineen, aktiivisen kaasun, metallihöyryn jne., eli se tarkoittaa perusmetallin ja juotteen lisäksi yleensä kolmatta materiaalia, jota käytetään vähentää epäjalometallin ja juotteen välistä rajapintajännitystä.
kaasu
Kaasu on yksi aineen neljästä perustilasta (muut kolme ovat kiinteä, nestemäinen ja plasma). Kaasut voivat koostua yhdestä atomista (esim. jalokaasut), yhden alkuaineen alkuainemolekyyleistä (esim. happi), useiden alkuaineiden yhdistemolekyyleistä (esim. hiilidioksidi) ja niin edelleen.

Kunto ja vaatimukset
Hitsaajien on oltava päteviä ja hankittava pätevyystodistukset ennen kuin he voivat ryhtyä hitsaustyöhön.
Tärkeiden rakenteellisten osien tärkeiden hitsaussaumojen kohdalla hitsien molemmat päät tai hitsien leikkauskohta on leimattava hitsauskoodilla.
Ennen hitsaamista hitsausosat tulee puhdistaa hitsin pinnan lähellä olevasta liasta, kuten oksidihilseestä, öljystä, korroosionestomaalista jne.
Kun hitsataan alle nollan Celsius-astetta, on noudatettava seuraavia ehtoja:
- Varmista, että hitsi voi kutistua vapaasti hitsauksen aikana;
- Älä käytä kovaa vasaraa hitsattujen rakenneosien lyömiseen;
- Ennen hitsaamista poista kaikki jää ja lumi hitsatuista rakenneosista;
- Esilämmitä ennen hitsausta määräysten mukaisesti, ominaislämpötila määritetään prosessitestin mukaan.
Ennen hitsausta on esilämmitettävä määräysten mukaisesti, on suljettava hitsaus emolevy (verkko), ripalevy, väliseinän pää (paksuus suunta) ja liitin avoimen pään aukko;
Teräsrakenteen piilotetut osat tulee hitsata, pinnoittaa ja tiivistää tarkastuksen jälkeen.
Kaksipuolinen puskuhitsaus pitäisi poimia hitsausjuuri, valita hitsausjuuri voi käyttää pneumaattista lapiota, hiilikaaritalttaus, talttaus ja mekaanisia käsittelymenetelmiä.

Monikerroksinen hitsaus on hitsattava jatkuvasti, ja jokainen hitsauspolkukerros on puhdistettava ja tarkastettava ajoissa hitsauksen jälkeen ja viat on poistettava ennen hitsausta.
Käytä hitsausprosessissa mahdollisimman tasaista hitsausasentoa.
Hitsauksen aikana ei saa käyttää hilseilevää tai ruosteista hitsausydintä ja kosteaa agglomeroitunutta juoksutetta ja sulanutta kuonakuorta; Hitsauslanka ja hitsausnaula tulee puhdistaa öljystä ja ruosteesta ennen käyttöä.
Lisälukemista: Teräsrakenteiden asennus ja suunnittelu
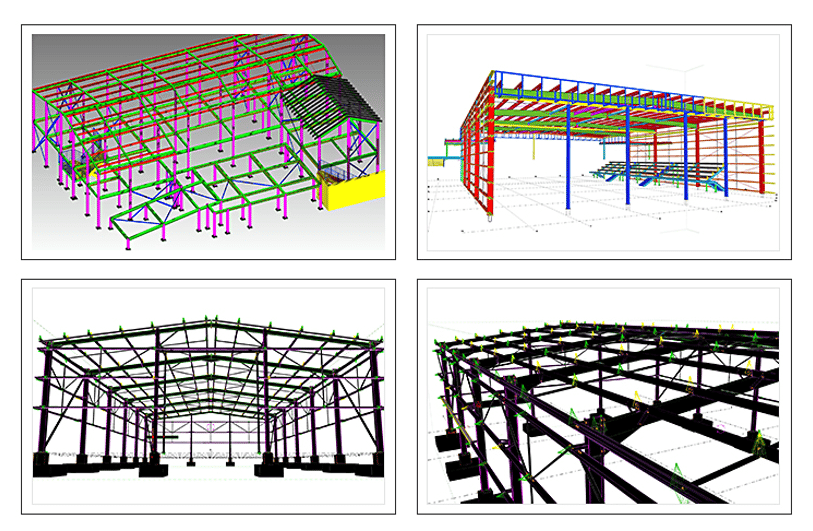
Teräksen, hitsausmateriaalien, hitsausmenetelmien, hitsauksen jälkeisen lämpökäsittelyn jne. ensikäyttöön tarkoitetun rakennusyksikön tulee suorittaa hitsausprosessin arviointi, kirjoittaa prosessin arviointiraportti ja määrittää hitsausprosessi arviointiraportin mukaan.
Hitsaajan keskeytysaika yli 6 kuukautta, tulee arvioida uudelleen.
Hitsaus, hitsaajien tulee noudattaa hitsausprosessia, ei vapaata hitsausta ja valokaaria perusmetalliin hitsauspalon ulkopuolella.
Puskuliitos, t-muotoinen liitos, kulmaliitos, poikkiliitos päittäishitsi ja päittäis- ja kulmaliitoksen yhdistelmähitsaus tulee asettaa hitsauskaaren ja lyijylevyn molempiin päihin, materiaalin ja uramuodon tulee olla sama kuin hitsauksessa.
Valokaarihitsauksen ja lyijyhitsauksen pituus: uppokaarihitsauksen tulee olla yli 50 mm, käsikaarihitsauksen ja kaasusuojatun hitsauksen on oltava yli 20 mm. Hitsauksen jälkeen kaari ja lyijylevy tulee katkaista kaasuleikkauksella ja kiillotettu sileäksi, ei saa ampua vasaralla.
Hitsaushalkeamat, hitsaajat eivät saa käsitellä ilman lupaa, pitäisi selvittää syy, esitetään korjausprosessi voidaan käsitellä. Saman hitsin osan korjausten lukumäärä ei saa ylittää kahta kertaa. Kun korjaus tehdään useammin kuin kaksi kertaa, korjausprosessi tulee suorittaa korjausprosessin mukaisesti.
Hitsauksen jälkeen hitsaajan tulee puhdistaa hitsin pinnalla oleva kuona ja roiskeet molemmilta puolilta sekä tarkistaa hitsin ulkonäkö. Tarkastuksen läpäisyn jälkeen prosessissa määriteltyyn hitsaussauman osaan tehdään hitsaajan teräsmerkki.
Hiilirakenneteräs tulee jäähdyttää hitsauksen ympäristön lämpötilaan ja niukkaseosteinen rakenneteräs hitsata 24 tuntia ennen hitsin tarkastusta.
PEB-teräsrakennus




Muut lisäliitteet










Rakennuksen UKK
- Teräksisten rakennuskomponenttien ja -osien suunnittelu
- Kuinka paljon teräsrakennus maksaa
- Esirakennuspalvelut
- Mikä on teräsportaalirunkoinen rakenne
- Kuinka lukea rakenneteräspiirustuksia
Sinulle valitut blogit
- Tärkeimmät teräsrakennevaraston kustannuksiin vaikuttavat tekijät
- Kuinka teräsrakennukset auttavat vähentämään ympäristövaikutuksia
- Kuinka lukea rakenneteräspiirustuksia
- Ovatko metallirakennukset halvempia kuin puurakennukset?
- Metallirakennusten edut maatalouskäyttöön
- Oikean sijainnin valinta metallirakennuksellesi
- Tehdasvalmisteisen teräskirkon tekeminen
- Passiivinen kotelo ja metalli – tehty toisilleen
- Metallirakenteiden käyttötarkoitukset, joita et ehkä ole tiennyt
- Miksi tarvitset tehdasvalmisteisen kodin
- Mitä sinun tulee tietää ennen teräsrakennepajan suunnittelua?
- Miksi sinun pitäisi valita teräsrunkoinen talo puurunkoisen kodin sijaan
Ota meihin yhteyttä >>
Onko sinulla kysyttävää tai tarvitsetko apua? Ennen kuin aloitamme, sinun tulee tietää, että melkein kaikki elementtiteräsrakennukset räätälöidään.
Suunnittelutiimimme suunnittelee sen paikallisen tuulennopeuden, sadekuorman, lpituus*leveys*korkeusja muita lisävaihtoehtoja. Tai voimme seurata piirustuksiasi. Kerro toiveesi, me hoidamme loput!
Ota yhteyttä lomakkeella, niin otamme sinuun yhteyttä mahdollisimman nopeasti.
Tietoja tekijästä: K-HOME
K-home Steel Structure Co., Ltd pinta-ala on 120,000 XNUMX neliömetriä. Olemme mukana suunnittelussa, projektin budjetissa, valmistuksessa ja PEB-teräsrakenteiden asennus ja sandwich-paneelit, joilla on toisen luokan yleisurakoitsijan pätevyys. Tuotteemme kattavat kevyet teräsrakenteet, PEB-rakennukset, edullisia elementtitaloja, konttitalot, C/Z-teräs, erilaiset väriteräslevymallit, PU-sandwich-paneelit, eps-sandwich-paneelit, kivivilla-sandwich-paneelit, kylmähuonepaneelit, puhdistuslevyt ja muut rakennusmateriaalit.