Az acélfeldolgozásban számos hegesztési módszer létezik, de az ív elsősorban hegesztést alkalmaznak. Mivel az ívhegesztő berendezés egyszerű, könnyen kezelhető a dolgozók számára, és a varrat minősége megbízható, számos előnye van.
Az ívhegesztés felosztható kézi ívhegesztés, automatikus vagy félautomata merülőíves hegesztés és a védőgázas hegesztés a működés automatizálási foka és a hegesztés során az olvadt fém védelmére használt anyag típusa szerint.
Ezután ezeknek az acélszerkezeteknek a hegesztési módszerei a következők.
További irodalom: Hegesztett illesztési kötés acélszerkezetben

3 típusa Ívhegesztő
1. Kézi ívhegesztés
Az ívhőre támaszkodó módszert ívhegesztésnek nevezzük. A kézi ívhegesztés egyfajta kézi hegesztőpálcás ívhegesztés, amelyet általában acélszerkezetek hegesztésénél használnak.
A hegesztési varrat és az elektróda két elektróda, amelyek ívet hoznak létre, az ív sok hőt termel, a hegesztési varrat és az olvadt elektróda, az elektróda vége megolvad és cseppet képez, átmenet az olvadt varrat nemesfémének összeolvadására , medence kialakulása és összetett fizikai-kohászati reakciók sorozata. Ahogy az ív mozog, a folyékony olvadt medence fokozatosan lehűl és kikristályosodik, és hegesztési varrat keletkezik.
Az olvadt fémmedence felületét lefedő, acélerősítésű olvadt salakon lévő elektródabevonat magas hőmérséklete, hideg hatására nemcsak a fémolvadék magas hőmérsékletét, valamint az oxigén és az oxigén káros reakcióit képes megvédeni. nitrogén a levegőben, és részt vehet az olvadt medence kémiai reakciójában és a szivárgó ötvözet stb., a fémfelület hűtésében és megszilárdításában, védő salakhéjat képezhet.

2. Automata vagy félautomata merülőíves hegesztés
Az automatikus merülőíves hegesztés az ívhő koncentrációja miatt felülmúlja a kézi hegesztést, így nagy behatolási mélységgel, egyenletes hegesztési minőséggel, kevesebb belső hibával, jó plaszticitással és ütésállósággal rendelkezik. A félautomata merülőíves hegesztés minősége az automatikus merülőíves hegesztés és a kézi hegesztés között van.
Ezenkívül az automatikus vagy félautomata merülőíves hegesztés nagy hegesztési sebességgel, magas termelési hatékonysággal, alacsony költséggel és jó munkakörülményekkel rendelkezik. Alkalmazásuknak azonban saját körülményei is szabnak határt, mert a hegesztőnek a varrat vezetősíne mentén kell mozognia, tehát bizonyos működési feltételeknek kell lenniük.
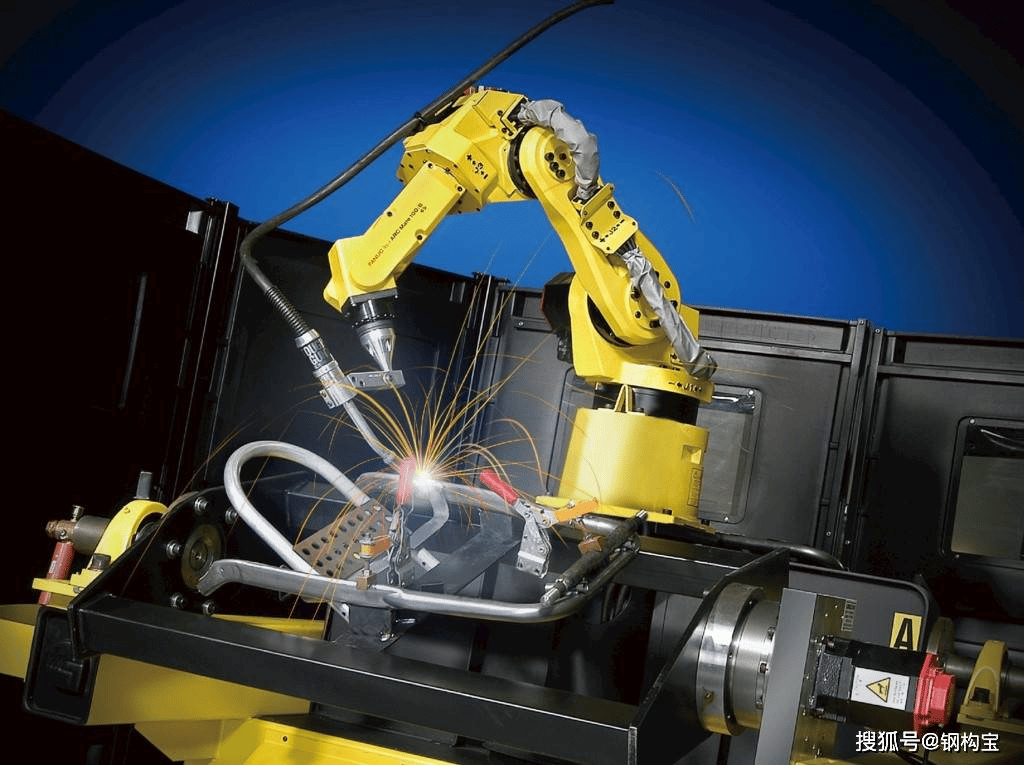
3. Árnyékolt gázhegesztés
A fúziós gázos ívhegesztésként is ismert CO2-t vagy inert gázt arra használják, hogy helyi védőréteget hozzanak létre az ív körül, hogy megakadályozzák a káros gázok behatolását és biztosítsák a hegesztési folyamat stabilitását.
Összpozíciós hegesztés, jó minőség, gyors olvadási sebesség, nagy hatásfok, energiatakarékos, hegesztés után nem kell eltávolítani a hegesztési salakot, de érdemes figyelni arra, hogy hegesztéskor figyelni kell a szél elkerülésére.
Hegesztési anyagok
A hegesztőanyagok közé tartoznak az elektródák, huzal, fémpor, folyasztószer, gáz stb.
hegesztőpálca
Fémcsík, amely kitölti a hegesztő hézagát gáz- vagy elektromos hegesztés során. Az elektróda általában ugyanabból az anyagból készül, mint a munkadarab. Az elektróda egy elektróda ívhegesztéshez használt, bevonattal ellátott olvasztóelektróda, amely bevonatból és hegesztőmagból áll.
hegesztő huzal
A huzal egy huzalhegesztő anyag, amelyet töltőfémként vagy elektromos vezetőként használnak. A gázhegesztésnél és a volfrámgázzal védett ívhegesztésnél a hegesztőhuzalt töltőfémként használják; A merülőíves hegesztésnél, az esG-hegesztésnél és egy másik GÁZ-árnyékolt ívhegesztésnél a hegesztőhuzal egyben töltőfém és vezető elektróda is. A hegesztőhuzal felülete nincs bevonva oxidációgátló fluxussal.
Fém por
A fémpor az 1 mm-nél kisebb méretű fémrészecskék csoportját jelenti. A porkohászat fő nyersanyaga az egyetlen fémpor, az ötvözetpor és néhány fémtulajdonságokkal rendelkező tűzálló keverékpor.
Fényáram
A folyasztószernek, más néven keményforrasztónak tág meghatározása van, beleértve az olvadt sót, a szerves anyagokat, az aktív gázt, a fémgőzt stb., vagyis az alapfém és a forraszanyag mellett általában a harmadik típusú anyagokra vonatkozik csökkenti az alapfém és a forrasztás közötti interfész feszültséget.
Gáz
A gáz az anyag négy alapállapotának egyike (a másik három szilárd, folyékony és plazma). A gázok állhatnak egyetlen atomból (pl. nemesgázok), egy elem elemi molekuláiból (pl. oxigén), sok elem összetett molekuláiból (pl. szén-dioxid) stb.

Állapot és követelmények
A hegesztési munkák megkezdése előtt a hegesztőknek képzésben kell részesülniük, és képesítési bizonyítványt kell szerezniük.
Fontos szerkezeti részek fontos hegesztéseinél a varratok mindkét végét vagy a varratok metszéspontját hegesztőkóddal kell lebélyegezni.
Hegesztés előtt a hegesztési részeket meg kell tisztítani a varrat felületének közelében lévő szennyeződésektől, például oxidrétegtől, olajtól, korróziógátló festéktől stb.
Nulla Celsius fok alatti hegesztéskor a következő feltételeket kell betartani:
- Győződjön meg arról, hogy a hegesztési varrat szabadon zsugorodhat hegesztés közben;
- ne használjon nehéz kalapáccsal ütni a hegesztett szerkezeti részeket;
- Hegesztés előtt távolítsa el az összes jeget és havat a hegesztett szerkezeti részeken;
- Hegesztés előtt előmelegítés az előírásoknak megfelelően, a fajlagos hőmérséklet meghatározása a folyamatvizsgálat szerint történik.
A hegesztés előtt elő kell melegíteni a rendelkezéseknek megfelelően, le kell zárni a hegesztési alaplapot (web), a bordalemezt, a partíció végén (vastagság iránya) és a csatlakozó kitett végén a rés;
Az acélszerkezet rejtett részeit az ellenőrzésen át kell hegeszteni, bevonni és le kell zárni.
Kétoldalas tompahegesztés kell felvenni hegesztési gyökér, pick hegesztési gyökér használható pneumatikus lapáttal, szén ív vájt, vájt és mechanikai feldolgozási módszerek.

A többrétegű hegesztést folyamatosan kell hegeszteni, és a hegesztés után minden hegesztési réteget időben meg kell tisztítani és ellenőrizni, valamint a hibákat a hegesztés előtt el kell távolítani.
A hegesztési folyamat során lehetőleg lapos hegesztési pozíciót használjon.
A hegesztés során tilos a hámló vagy rozsdás hegesztőmaggal rendelkező elektródát és a nedves agglomerációjú folyasztószert és a megolvadt salakhéjat használni; A hegesztőhuzalt és a hegesztőszeget használat előtt meg kell tisztítani az olajtól és a rozsdától.
További olvasnivalók: Acélszerkezetek szerelése és tervezése
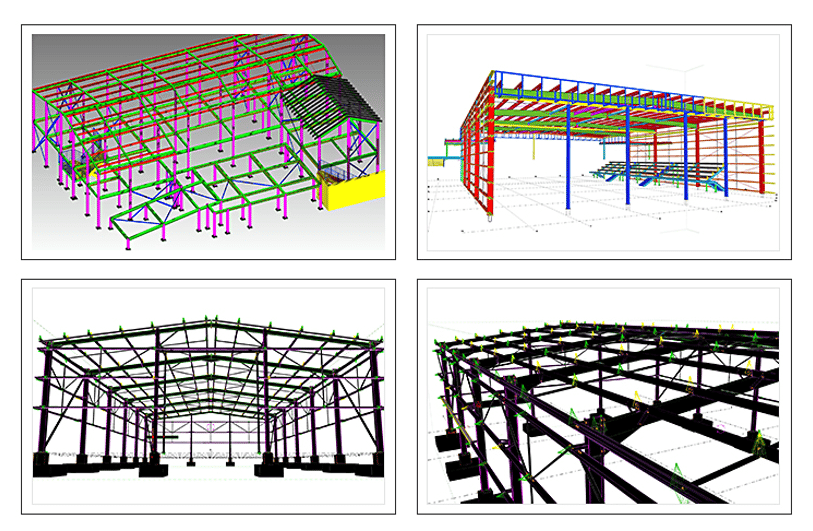
Az acél, hegesztési anyagok, hegesztési módszerek, utóhegesztési hőkezelés stb. első használatú építőegysége elvégzi a hegesztési folyamat értékelését, készít egy folyamatértékelési jelentést, és az értékelő jegyzőkönyv szerint határozza meg a hegesztési folyamatot.
A hegesztő 6 hónapnál hosszabb leállítási idejét újra kell értékelni.
Hegesztés, hegesztőknek meg kell felelniük a hegesztési folyamatnak, nem szabad hegesztésnek és ívnek az alapfémre a hegesztési gyöngyön kívül.
Tompakötés, t-alakú kötés, sarokkötés, keresztkötés tompavarrat és tompa- és sarokkötés kombinációs varrat, a hegesztőív és az ólomlemez mindkét végén legyen beállítva, az anyag és a horony alakja megegyezzen a hegesztéssel.
Az ívindítás és az ólomhegesztés hossza: a merülőíves hegesztésnél 50 mm-nél nagyobbnak, a kézi ívhegesztésnél és a védőgázas hegesztésnél 20 mm-nél nagyobbnak kell lennie. Hegesztés után gázvágással kell levágni az ívet és az ólomlemezt, és simára csiszolni, kalapáccsal lelőni nem szabad.
Hegesztési repedéseket, hegesztők engedély nélkül nem kezelhetnek, ki kell deríteni az okot, meg kell határozni a javítási folyamatot. A hegesztési varrat ugyanazon részének javításainak száma nem haladhatja meg a kétszeresét. Ha több mint két alkalommal hajtják végre, a javítási folyamatot a javítási folyamatnak megfelelően kell végrehajtani.
Hegesztés után a hegesztőnek meg kell tisztítania a varrat felületén lévő salakot és mindkét oldalon a fröccsenést, és ellenőriznie kell a varrat megjelenési minőségét. Az ellenőrzésen való átesést követően a hegesztő acéljelölést kell készíteni az eljárás során meghatározott hegesztési varratrészen.
A szénszerkezeti acélt a hegesztési varratban környezeti hőmérsékletre kell hűteni, a gyengén ötvözött szerkezeti acélt pedig 24 órán keresztül hegeszteni kell a varrat ellenőrzése előtt.
A PEB acélépület




A többi kiegészítő melléklet










Építési GYIK
- Acél épületelemek és alkatrészek tervezése
- Mennyibe kerül egy acélépület
- Építkezés előtti szolgáltatások
- Mi az acél portál keretes konstrukció
- Hogyan olvassunk szerkezeti acélrajzokat
Az Ön számára kiválasztott blogok
- Az acélszerkezetű raktár költségeit befolyásoló fő tényezők
- Hogyan segítik az acélépületek a környezeti hatások csökkentését
- Hogyan olvassunk szerkezeti acélrajzokat
- A fémépületek olcsóbbak, mint a faépületek?
- A fémépületek előnyei mezőgazdasági használatra
- A megfelelő hely kiválasztása fémépületéhez
- Előregyártott acéltemplom készítése
- Passzív ház és fém – egymásnak készült
- Fémszerkezetek felhasználási lehetőségei, amelyeket valószínűleg nem ismert
- Miért van szüksége előre gyártott házra?
- Mit kell tudni az acélszerkezeti műhely tervezése előtt?
- Miért válasszon acélvázas otthont a favázas otthon helyett?
Lépjen kapcsolatba velünk >>
Kérdései vannak, vagy segítségre van szüksége? Mielőtt elkezdené, tudnia kell, hogy szinte minden előregyártott acélépület személyre szabott.
Mérnöki csapatunk a helyi szélsebesség, esőterhelés, lhossz*szélesség*magasságés egyéb további lehetőségek. Vagy követhetjük a rajzait. Kérem, mondja el igényét, a többit mi megoldjuk!
Használja az űrlapot, és a lehető leggyorsabban felvesszük Önnel a kapcsolatot.
A szerzőről: K-HOME
K-home Steel Structure Co., Ltd területe 120,000 négyzetméter. Foglalkozunk tervezéssel, projekt költségvetéssel, gyártással és PEB acélszerkezetek szerelése és másodfokú generálkivitelezői képesítéssel rendelkező szendvicspanelek. Termékeink a könnyű acélszerkezetekre terjednek ki, PEB épületek, alacsony költségű panelházak, konténerházak, C/Z acél, különböző típusú színes acéllemezek, PU szendvicspanelek, eps szendvicspanelek, kőzetgyapot szendvicspanelek, hűtőkamra panelek, tisztító lemezek és egyéb építőanyagok.