Istnieje wiele metod spawania w obróbce stali, ale łukiem stosuje się głównie spawanie. Ponieważ sprzęt do spawania łukowego jest prosty i łatwy w obsłudze dla pracowników, a jakość spoiny jest niezawodna, ma wiele zalet.
Spawanie łukowe można podzielić na ręczne spawanie łukowe, automatyczne lub półautomatyczne spawanie łukiem krytym oraz spawanie w osłonie gazu w zależności od stopnia automatyzacji pracy i rodzaju materiału użytego do zabezpieczenia roztopionego metalu podczas spawania.
Poniżej przedstawiono metody spawania tych konstrukcji stalowych.
Dalsze czytanie: Spawane złącze spawane w konstrukcji stalowej

3 rodzajów Spawanie łukowe
1. Ręczne spawanie łukowe
Metoda polegania na cieple łuku nazywana jest spawaniem łukowym. Ręczne spawanie łukowe to rodzaj spawania łukowego za pomocą ręcznego drutu spawalniczego, który jest powszechnie stosowany przy spawaniu konstrukcji stalowych.
Spawana i elektroda to dwie elektrody, które wytwarzają łuk, łuk wytwarza dużo ciepła, spawana i stopiona elektroda, koniec elektrody topi się, tworząc kroplę, przejście do stopienia metalu nieszlachetnego stopionej konstrukcji spawanej , tworzenie się basenu i szereg złożonych reakcji fizyko-metalurgicznych. W miarę przesuwania się łuku ciekły, stopiony basen stopniowo ochładza się i krystalizuje, tworząc spoinę.
Pod wpływem wysokiej temperatury, zimna w powłoce elektrodowej na stopionym żużlu wzmocnionym stalą, pokrywającej powierzchnię jeziorka stopionego metalu, może ona nie tylko chronić wysoką temperaturę jeziorka stopionego metalu i szkodliwą reakcję tlenu i azot w powietrzu, a także może uczestniczyć w reakcji chemicznej stopionego basenu i wyciekającym stopie itp., W chłodzeniu i krzepnięciu powierzchni metalu, tworząc ochronną powłokę żużlową.

2. Automatyczne lub półautomatyczne spawanie łukiem krytym
Automatyczne spawanie łukiem krytym jest lepsze od spawania ręcznego ze względu na koncentrację ciepła łuku, dzięki czemu ma dużą głębokość wtopienia, jednolitą jakość spoiny, mniej defektów wewnętrznych, dobrą plastyczność i udarność. Jakość półautomatycznego spawania łukiem krytym plasuje się pomiędzy automatycznym spawaniem łukiem krytym a spawaniem ręcznym.
Ponadto automatyczne lub półautomatyczne spawanie łukiem krytym charakteryzuje się dużą prędkością spawania, wysoką wydajnością produkcji, niskim kosztem i dobrymi warunkami pracy. Jednak ich zastosowanie jest również ograniczone swoimi własnymi warunkami, ponieważ spawacz musi poruszać się wzdłuż szyny prowadzącej spoinę, więc muszą być spełnione określone warunki pracy.
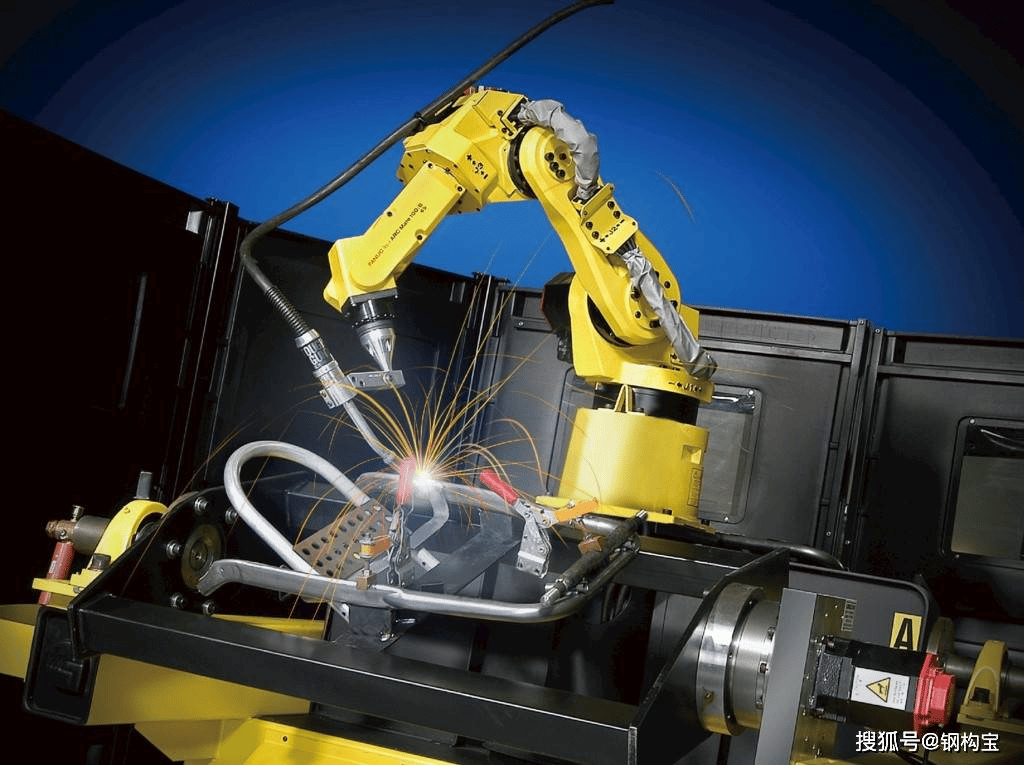
3. Spawanie w osłonie gazu
Spawanie łukowe w atmosferze gazu fuzyjnego, zwane także spawaniem łukowym, wykorzystuje CO2 lub gaz obojętny do utworzenia lokalnej warstwy ochronnej wokół łuku, aby zapobiec przedostawaniu się szkodliwych gazów i zapewnić stabilność procesu spawania.
Spawanie we wszystkich pozycjach, dobra jakość, duża prędkość topienia, wysoka wydajność, oszczędność energii, brak konieczności usuwania żużla spawalniczego po spawaniu, ale warto zwrócić uwagę, aby podczas spawania unikać wiatru.
Materiały spawalnicze
Materiały spawalnicze obejmują elektrody, drut, proszek metalowy, topnik, gaz itp.
pręt spawalniczy
Pasek metalu wypełniający złącze spawacza podczas spawania gazowego lub elektrycznego. Elektroda jest zwykle wykonana z tego samego materiału co przedmiot obrabiany. Elektroda jest elektrodą topiącą do spawania łukowego elektrodą z powłoką, która składa się z powłoki i rdzenia spawalniczego.
drut spawalniczy
Drut jest materiałem spawalniczym stosowanym jako metal wypełniający lub jako przewodnik elektryczny. Podczas spawania gazowego i spawania łukowego w osłonie gazu wolframowego drut spawalniczy służy jako metal wypełniający; Podczas spawania łukiem krytym, spawania ESG i innego spawania łukiem w osłonie GAS drut spawalniczy jest zarówno metalem dodatkowym, jak i elektrodą przewodzącą. Powierzchnia drutu spawalniczego nie jest pokryta topnikiem przeciwutleniającym.
Proszek metalowy
Proszek metalowy odnosi się do grupy cząstek metalu, którego rozmiar jest mniejszy niż 1 mm. Głównym surowcem metalurgii proszków jest proszek pojedynczego metalu, proszek stopowy i proszek związku ogniotrwałego o właściwościach metalicznych.
Topnik
Topnik, zwany także środkiem lutowniczym, ma szeroką definicję, obejmującą stopioną sól, materię organiczną, gaz aktywny, parę metali itp., to znaczy oprócz metalu nieszlachetnego i lutowia ogólnie odnosi się do trzeciego rodzaju materiału używanego do zmniejszyć napięcie na granicy faz między metalem nieszlachetnym a lutem.
Gaz
Gaz jest jednym z czterech podstawowych stanów materii (pozostałe trzy to ciało stałe, ciecz i plazma). Gazy mogą składać się z pojedynczego atomu (np. gazów szlachetnych), cząsteczek elementarnych jednego pierwiastka (np. tlenu), cząsteczek złożonych wielu pierwiastków (np. dwutlenku węgla) i tak dalej.

Stan i wymagania
Spawacze powinni zostać przeszkoleni w drodze szkolenia i uzyskać świadectwa kwalifikacji, zanim będą mogli podjąć prace spawalnicze.
W przypadku ważnych spoin ważnych części konstrukcyjnych oba końce spoin lub przecięcie spoin muszą być opatrzone kodem spawacza.
Przed spawaniem części spawane należy oczyścić z zanieczyszczeń znajdujących się w pobliżu powierzchni spoiny, takich jak zgorzelina tlenkowa, olej, farba antykorozyjna itp.
Podczas spawania w temperaturze poniżej zera stopni Celsjusza należy przestrzegać następujących warunków:
- Upewnij się, że spoina może się swobodnie kurczyć podczas spawania;
- nie używaj ciężkiego młotka do uderzania w spawane elementy konstrukcyjne;
- Przed spawaniem usuń cały lód i śnieg ze spawanych elementów konstrukcyjnych;
- Przed spawaniem należy podgrzać zgodnie z przepisami, temperaturę właściwą określa się na podstawie próby technologicznej.
Przed spawaniem należy podgrzać zgodnie z przepisami, należy uszczelnić spawanie płyty głównej (środnika), blachy żebrowej, końca przegrody (kierunek grubości) i odsłoniętego końca złącza złącza;
Po przejściu kontroli niewidoczne części konstrukcji stalowej należy zespawać, pomalować i uszczelnić.
Dwustronne zgrzewanie doczołowe powinno wybrać grań spawalniczą, wybrać grań spawalniczą za pomocą łopaty pneumatycznej, żłobienia łukowego, żłobienia i metod obróbki mechanicznej.

Spawanie wielowarstwowe należy spawać w sposób ciągły, a każdą warstwę spoiny należy oczyścić i sprawdzić w odpowiednim czasie po spawaniu, a wady należy usunąć przed spawaniem.
W procesie spawania należy w miarę możliwości stosować płaską pozycję spawania.
Podczas spawania nie należy używać elektrody z odłuszczonym lub zardzewiałym rdzeniem spawalniczym oraz topnika z wilgotnymi aglomeracjami i roztopionym łupinem żużla; Drut spawalniczy i gwóźdź spawalniczy należy przed użyciem oczyścić z oleju i rdzy.
Dalsza lektura: Instalacja i projektowanie konstrukcji stalowych
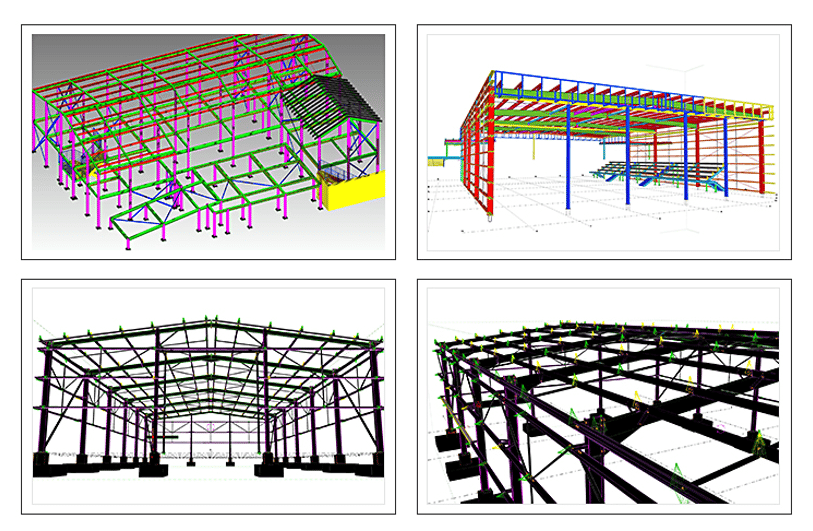
Jednostka konstrukcyjna zajmująca się pierwszym użyciem stali, materiałów spawalniczych, metod spawania, obróbki cieplnej po spawaniu itp. powinna przeprowadzić ocenę procesu spawania, sporządzić protokół oceny procesu i określić proces spawania zgodnie z protokołem oceny.
Należy ponownie ocenić czas przerwy spawacza dłuższy niż 6 miesięcy.
Spawanie, spawacze powinni przestrzegać procesu spawania, a nie swobodnego spawania i łuku na metalu rodzimym poza ściegiem spoiny.
Złącze doczołowe, złącze w kształcie litery T, złącze narożne, spoina doczołowa ze spoiną krzyżową oraz spoina doczołowa i narożna powinny być ustawione na obu końcach łuku spawalniczego i płyty ołowianej, materiał i kształt rowka powinny być takie same jak konstrukcja spawana.
Długość zajarzania łuku i spoiny ołowiowej: spawanie łukiem krytym powinno być większe niż 50 mm, ręczne spawanie łukowe i spawanie w osłonie gazu powinno być większe niż 20 mm. Po spawaniu należy zastosować cięcie gazowe w celu odcięcia łuku i blachy ołowianej, a następnie wypolerować na gładko, nie należy strzelać młotkiem.
Pęknięć spoin, spawacze nie powinni zajmować się bez uprawnień, powinni znaleźć przyczynę, określić proces naprawy. Liczba napraw tej samej części spoiny nie powinna przekraczać dwukrotności. W przypadku wykonania więcej niż dwa razy proces naprawy należy przeprowadzić zgodnie z procesem naprawy.
Po spawaniu spawacz powinien oczyścić powierzchnię spoiny z żużla i odprysków po obu stronach oraz sprawdzić jakość wyglądu spoiny. Po pozytywnym wyniku kontroli, na określonej w procesie części szwu spawalniczego należy wykonać znak stali spawacza.
Stal konstrukcyjną węglową należy w spoinie schłodzić do temperatury otoczenia, a stal konstrukcyjną niskostopową należy spawać przez 24 godziny przed kontrolą spoiny.
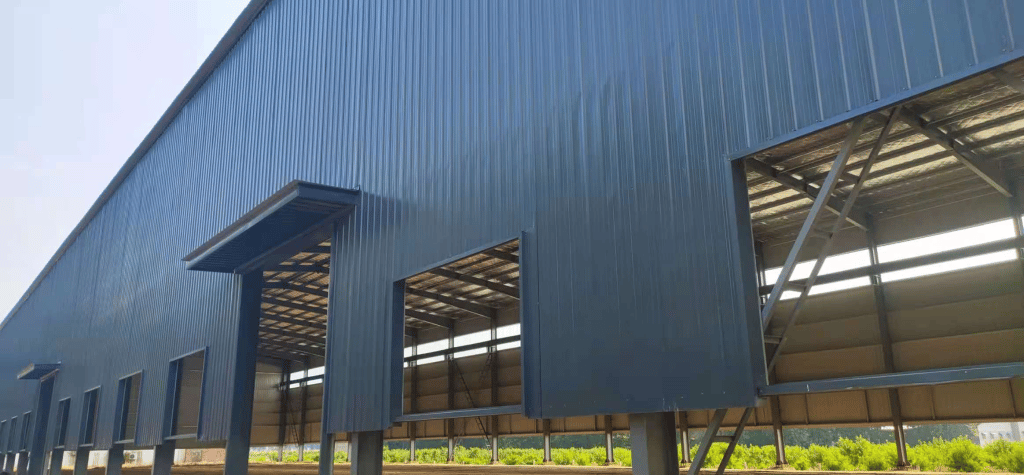
Budynek stalowy PEB




Inne dodatkowe załączniki










Często zadawane pytania dotyczące budowania
- Jak projektować komponenty i części konstrukcji stalowych
- Ile kosztuje budynek stalowy
- Usługi przedbudowlane
- Co to jest konstrukcja z ramą stalową portalową
- Jak czytać rysunki stali konstrukcyjnej
Blogi wybrane dla Ciebie
- Główne czynniki wpływające na koszt magazynu konstrukcji stalowych
- Jak konstrukcje stalowe pomagają zmniejszyć wpływ na środowisko
- Jak czytać rysunki stali konstrukcyjnej
- Czy budynki metalowe są tańsze od budynków drewnianych?
- Korzyści z budynków metalowych do użytku rolniczego
- Wybór właściwej lokalizacji dla metalowego budynku
- Wykonywanie prefabrykowanego kościoła stalowego
- Obudowa pasywna i metal – stworzone dla siebie
- Zastosowania konstrukcji metalowych, których mogłeś nie znać
- Dlaczego potrzebujesz domu prefabrykowanego
- Co musisz wiedzieć przed zaprojektowaniem warsztatu konstrukcji stalowych?
- Dlaczego warto wybrać dom o konstrukcji stalowej zamiast domu o konstrukcji drewnianej?
Skontaktuj się z nami >>
Masz pytania lub potrzebujesz pomocy? Zanim zaczniemy, powinieneś wiedzieć, że prawie wszystkie prefabrykowane budynki stalowe są dostosowywane.
Nasz zespół inżynierów zaprojektuje go zgodnie z lokalną prędkością wiatru, obciążeniem deszczem, ldługość*szerokość*wysokośći inne dodatkowe opcje. Możemy też podążać za Twoimi rysunkami. Podaj mi swoje wymagania, a my zajmiemy się resztą!
Skorzystaj z formularza, aby się z nami skontaktować, a my skontaktujemy się z Tobą tak szybko, jak to możliwe.
O autorze: K-HOME
K-home Konstrukcja stalowa Co., Ltd zajmuje powierzchnię 120,000 XNUMX metrów kwadratowych. Zajmujemy się projektowaniem, budżetem projektu, produkcją i montaż konstrukcji stalowych PEB i płyt warstwowych z uprawnieniami generalnego wykonawstwa II stopnia. Nasze produkty obejmują lekkie konstrukcje stalowe, Budynki PEB, tanie domy prefabrykowane, domy kontenerowe, stal C/Z, różne modele kolorowych płyt stalowych, płyty warstwowe PU, płyty warstwowe styropianowe, płyty warstwowe z wełny mineralnej, panele chłodnicze, płyty oczyszczające i inne materiały budowlane.