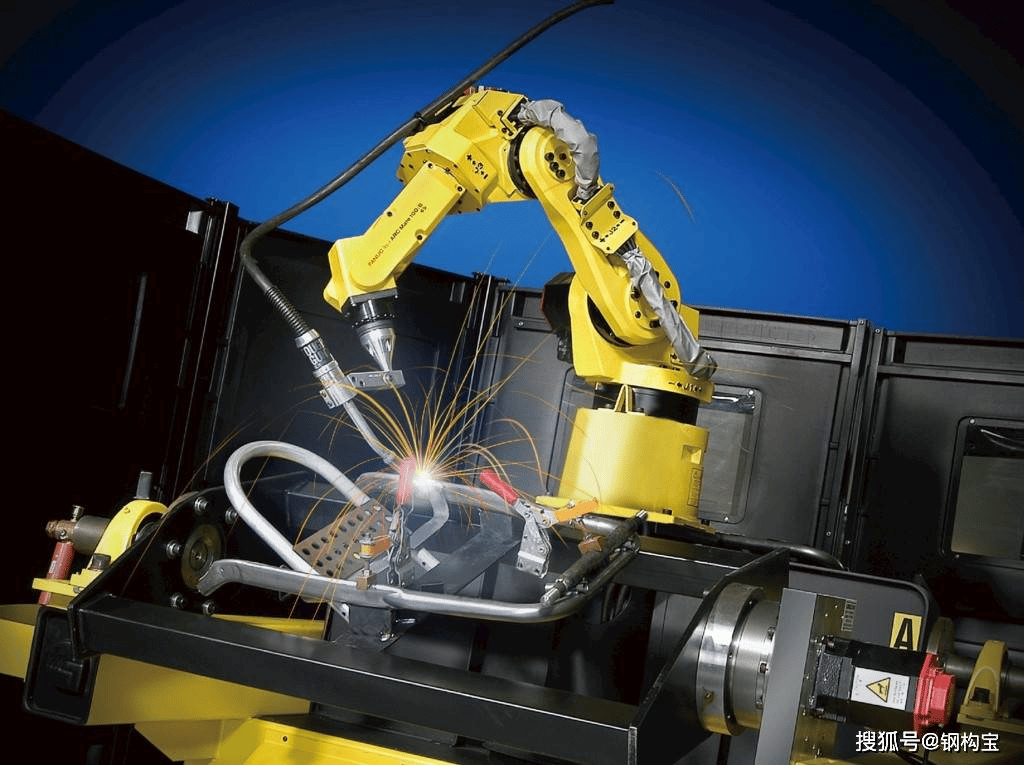
Existem muitos métodos de soldagem no processamento de aço, mas o arco soldagem é usada principalmente. Como o equipamento de soldagem a arco é simples, fácil de operar pelos trabalhadores e a qualidade da solda é confiável, há muitas vantagens.
A soldagem a arco pode ser dividida em soldagem a arco manual, soldagem por arco submerso automática ou semiautomática e soldagem com blindagem a gás de acordo com o grau de automação da operação e o tipo de material utilizado para proteger o metal fundido durante a soldagem.
A seguir estão os métodos de soldagem dessas estruturas de aço.
Leitura adicional: Junta de emenda soldada em estrutura de aço

3 tipos de Soldagem a arco
1. Soldagem a arco manual
O método de contar com o calor do arco é chamado de soldagem a arco. A soldagem a arco manual é um tipo de soldagem a arco com haste de soldagem manual, comumente utilizada na soldagem de estruturas de aço.
A soldagem e o eletrodo são dois eletrodos que geram um arco, o arco gera muito calor, a soldagem e o eletrodo derretido, a extremidade do eletrodo derrete para formar uma gota, a transição para a fusão do metal base da soldagem derretida , a formação de um pool e uma série de reações físico-metalúrgicas complexas. À medida que o arco se move, a poça líquida fundida esfria gradualmente e cristaliza para formar uma solda.
Sob a ação de alta temperatura, frio no revestimento do eletrodo na escória fundida reforçada com aço, cobrindo a superfície da poça fundida de metal, ele pode não apenas proteger a alta temperatura da poça fundida de metal e a reação prejudicial do oxigênio e nitrogênio no ar, e também pode participar da reação química da poça fundida e da liga de infiltração, etc., no resfriamento e solidificação da superfície do metal, formando uma concha protetora de escória.

2. Soldagem por arco submerso automática ou semiautomática
A soldagem automática por arco submerso é superior à soldagem manual devido à concentração de calor do arco, por isso possui grande profundidade de penetração, qualidade de solda uniforme, menos defeitos internos, boa plasticidade e resistência ao impacto. A qualidade da soldagem por arco submerso semiautomática está entre a soldagem por arco submerso automático e a soldagem manual.
Além disso, a soldagem por arco submerso automática ou semiautomática possui alta velocidade de soldagem, alta eficiência de produção, baixo custo e boas condições de trabalho. Porém, sua aplicação também é limitada por suas próprias condições, pois o soldador deve se mover ao longo do trilho-guia da solda, portanto deve haver certas condições de operação.
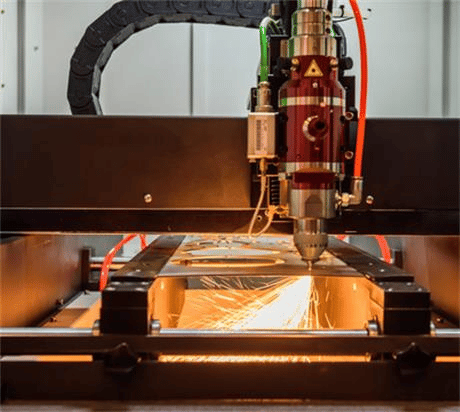
3. Soldagem com proteção de gás
Também conhecido como soldagem a arco com gás de fusão, o CO2 ou gás inerte é usado para criar uma camada protetora local ao redor do arco para evitar a invasão de gases nocivos e garantir a estabilidade do processo de soldagem.
Soldagem em todas as posições, boa qualidade, velocidade de fusão rápida, alta eficiência, economia de energia, não há necessidade de remover escória de soldagem após a soldagem, mas é importante notar que deve-se prestar atenção para evitar vento durante a soldagem.
Materiais de soldagem
Os materiais de soldagem incluem eletrodos, arame, pó metálico, fluxo, gás, etc.
haste de solda
Uma tira de metal que preenche a junta de um soldador durante a soldagem a gás ou elétrica. O eletrodo geralmente é feito do mesmo material da peça de trabalho. O eletrodo é um eletrodo de fusão para soldagem a arco com eletrodo com revestimento, que é composto por revestimento e núcleo de soldagem.
arame de solda
O fio é um material de soldagem de fio usado como metal de adição ou como condutor elétrico. Na soldagem a gás e na soldagem a arco com proteção a gás de tungstênio, o fio de soldagem é usado como metal de adição; Na soldagem por arco submerso, soldagem esG e outra soldagem por arco blindado com GÁS, o fio de soldagem é tanto o metal de adição quanto o eletrodo condutor. A superfície do fio de soldagem não é revestida com fluxo antioxidante.
Pó de metal
O pó metálico refere-se ao grupo de partículas metálicas cujo tamanho é inferior a 1 mm. Pó de metal único, pó de liga e algum pó composto refratário com propriedades metálicas é a principal matéria-prima da metalurgia do pó.
Fluxo
O fluxo, também chamado de agente de brasagem, tem uma definição ampla, incluindo sal fundido, matéria orgânica, gás ativo, vapor metálico, etc., ou seja, além do metal base e da solda, geralmente se refere ao terceiro tipo de material utilizado para reduza a tensão da interface entre o metal base e a solda.
Gas
O gás é um dos quatro estados básicos da matéria (os outros três são sólido, líquido e plasma). Os gases podem ser compostos de um único átomo (por exemplo, gases nobres), moléculas elementares de um elemento (por exemplo, oxigênio), moléculas compostas de muitos elementos (por exemplo, dióxido de carbono) e assim por diante.

Condição e Requisitos
Os soldadores devem ser qualificados por treinamento e obter certificados de qualificação antes de poderem realizar trabalhos de soldagem.
Para soldas importantes de peças estruturais importantes, ambas as extremidades das soldas ou a intersecção das soldas devem ser carimbadas com o código do soldador.
Antes da soldagem, as peças de soldagem devem ser limpas de sujeira próxima à superfície da solda, como incrustações de óxido, óleo, tinta anticorrosiva, etc.
Ao soldar abaixo de zero graus Celsius, as seguintes condições devem ser observadas:
- Certifique-se de que a solda possa encolher livremente durante a soldagem;
- não utilize martelo pesado para bater nas peças estruturais soldadas;
- Antes de soldar, remova todo o gelo e neve das peças estruturais soldadas;
- Antes da soldagem, pré-aqueça de acordo com as disposições, a temperatura específica é determinada de acordo com o teste do processo.
Antes da soldagem deve ser pré-aquecida de acordo com as disposições, deve ser selada a placa-mãe de soldagem (rede), placa de nervura, extremidade da divisória (direção da espessura) e a extremidade exposta do conector da lacuna;
As partes ocultas da estrutura de aço devem ser soldadas, revestidas e seladas após passarem pela inspeção.
A soldagem de topo dupla-face deve escolher a raiz da soldagem, a escolha da raiz da soldagem pode usar uma pá pneumática, goivagem a arco de carbono, goivagem e métodos de processamento mecânico.

A soldagem multicamadas deve ser soldada continuamente, e cada camada do passe de solda deve ser limpa e inspecionada a tempo após a soldagem, e os defeitos devem ser removidos antes da soldagem.
No processo de soldagem, use uma posição de soldagem plana tanto quanto possível.
Durante a soldagem, não deve utilizar eletrodo com núcleo de solda descascado ou enferrujado e fluxo com aglomeração úmida e casca de escória derretida; O fio de soldagem e o prego de soldagem devem ser limpos de óleo e ferrugem antes do uso.
Leitura adicional: Instalação e projeto de estrutura de aço
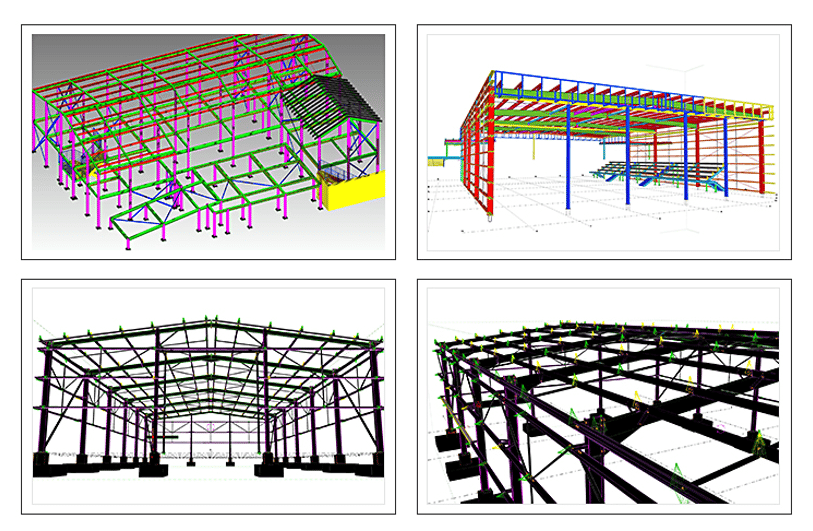
A unidade de construção para o primeiro uso de aço, materiais de soldagem, métodos de soldagem, tratamento térmico pós-soldagem, etc., deverá realizar a avaliação do processo de soldagem, redigir um relatório de avaliação do processo e determinar o processo de soldagem de acordo com o relatório de avaliação.
O tempo de parada do soldador superior a 6 meses deve ser reavaliado.
Soldagem, os soldadores devem cumprir o processo de soldagem, não a soldagem livre e o arco no metal base fora do cordão de solda.
Junta de topo, junta em forma de T, junta de canto, solda de topo de junta cruzada e solda combinada de junta de topo e canto, devem ser definidas em ambas as extremidades do arco de soldagem e da placa de chumbo, o material e a forma da ranhura devem ser iguais à soldagem.
Comprimento de iniciação do arco e solda com chumbo: a soldagem por arco submerso deve ser superior a 50 mm, a soldagem a arco manual e a soldagem com proteção a gás devem ser superiores a 20 mm. Após a soldagem, o corte a gás deve ser usado para cortar o arco e a placa de chumbo, e polir suavemente, não deve ser derrubado com martelo.
Rachaduras de solda, soldadores não devem manusear sem autorização, devem descobrir a causa, definir o processo de reparo pode ser processado. O número de reparos na mesma parte da solda não deve ultrapassar duas vezes. Quando feito mais de duas vezes, o processo de reparo deve ser realizado de acordo com o processo de reparo.
Após a soldagem, o soldador deve limpar a escória da superfície da solda e os respingos em ambos os lados, e verificar a qualidade da aparência da solda. Após passar na inspeção, a marca de aço do soldador deverá ser feita na peça da costura de soldagem especificada no processo.
O aço estrutural de carbono deve ser resfriado à temperatura ambiente na solda, e o aço estrutural de baixa liga deve ser soldado por 24 horas antes da inspeção da solda.
O Edifício de Aço PEB




Os outros anexos adicionais










Perguntas frequentes sobre construção
- Como projetar componentes e peças de construção em aço
- Quanto custa uma construção em aço
- Serviços de pré-construção
- O que é uma construção com estrutura de portal de aço
- Como ler desenhos estruturais de aço
Blogs selecionados para você
- Os principais fatores que afetam o custo do armazém de estrutura de aço
- Como os edifícios de aço ajudam a reduzir o impacto ambiental
- Como ler desenhos estruturais de aço
- Os edifícios metálicos são mais baratos do que os edifícios de madeira?
- Benefícios das construções metálicas para uso agrícola
- Escolhendo o local certo para sua construção metálica
- Fazendo uma igreja pré-fabricada de aço
- Habitação passiva e metal – feitos um para o outro
- Usos para estruturas metálicas que você talvez não conheça
- Por que você precisa de uma casa pré-fabricada
- O que você precisa saber antes de projetar uma oficina de estrutura de aço?
- Por que você deve escolher uma casa com estrutura de aço em vez de uma casa com estrutura de madeira
Entre em contato conosco >>
Tem dúvidas ou precisa de ajuda? Antes de começarmos, você deve saber que quase todos os edifícios pré-fabricados de aço são personalizados.
Nossa equipe de engenharia irá projetá-lo de acordo com a velocidade do vento local, carga de chuva, lcomprimento*largura*alturae outras opções adicionais. Ou poderíamos seguir seus desenhos. Por favor, diga-me sua necessidade e nós faremos o resto!
Utilize o formulário para entrar em contato e entraremos em contato com você o mais rápido possível.
Sobre o Autor: K-HOME
K-home Estrutura de aço Co., Ltd cobre uma área de 120,000 metros quadrados. Estamos envolvidos no design, orçamento do projeto, fabricação e instalação de estruturas de aço PEB e painéis sanduíche com qualificações gerais de contratação de segundo grau. Nossos produtos abrangem estruturas de aço leve, Edifícios PEB, casas pré-fabricadas de baixo custo, casas de contêineres, aço C / Z, vários modelos de chapa de aço colorida, painéis sanduíche de PU, painéis sanduíche eps, painéis sanduíche de lã de rocha, painéis de câmaras frigoríficas, placas de purificação e outros materiais de construção.